Getting started:
- Download the latest version of the Bantam Tools Milling Machine Software from our website Bantam Tools Software Download – Bantam Tools
- Download the “Explorer Tool Holder - 2023.btp” file
Machine setup:
The following three steps are already done for you at our factory, but it’s a good opportunity to get to know your machine a little bit. If you’re in a hurry, skip to “Material Probing”.
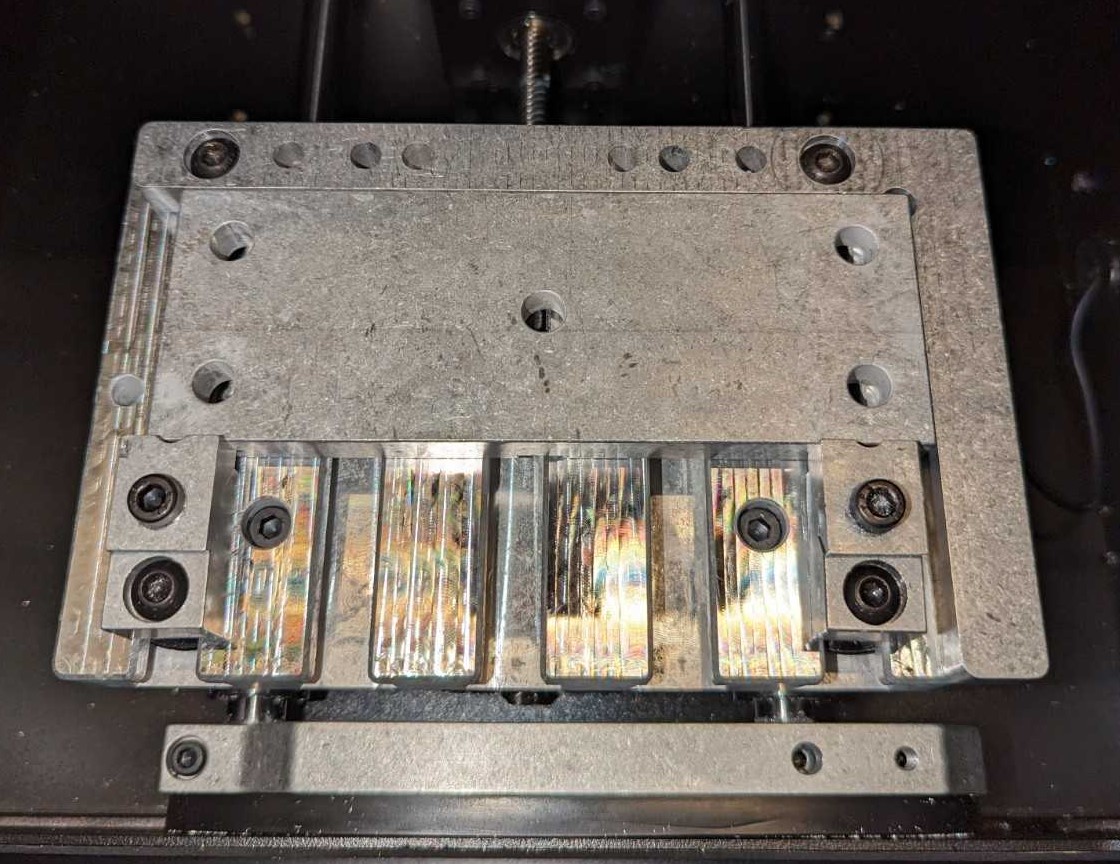
- Loosen the toe clamps holding the cut test block in place
- Flip the block over front to back so that the blank side is facing up

- Re-tighten the toe clamps to secure the block in place. Make sure that the block is sitting flat on the T-slot pallet, and that the rear right is fully aligned with the corner.
Material Probing:
- Load the “Explorer Tool Holder - 2023.btp” file into the Bantam Tools Milling Machine Software and select the appropriate ¼” 2 Flute Flat End Mill from the tool dropdown for both of the jobs
- Install the ¼” Diameter Probe and perform a tool touch-off on the t-slot bed to calibrate the length
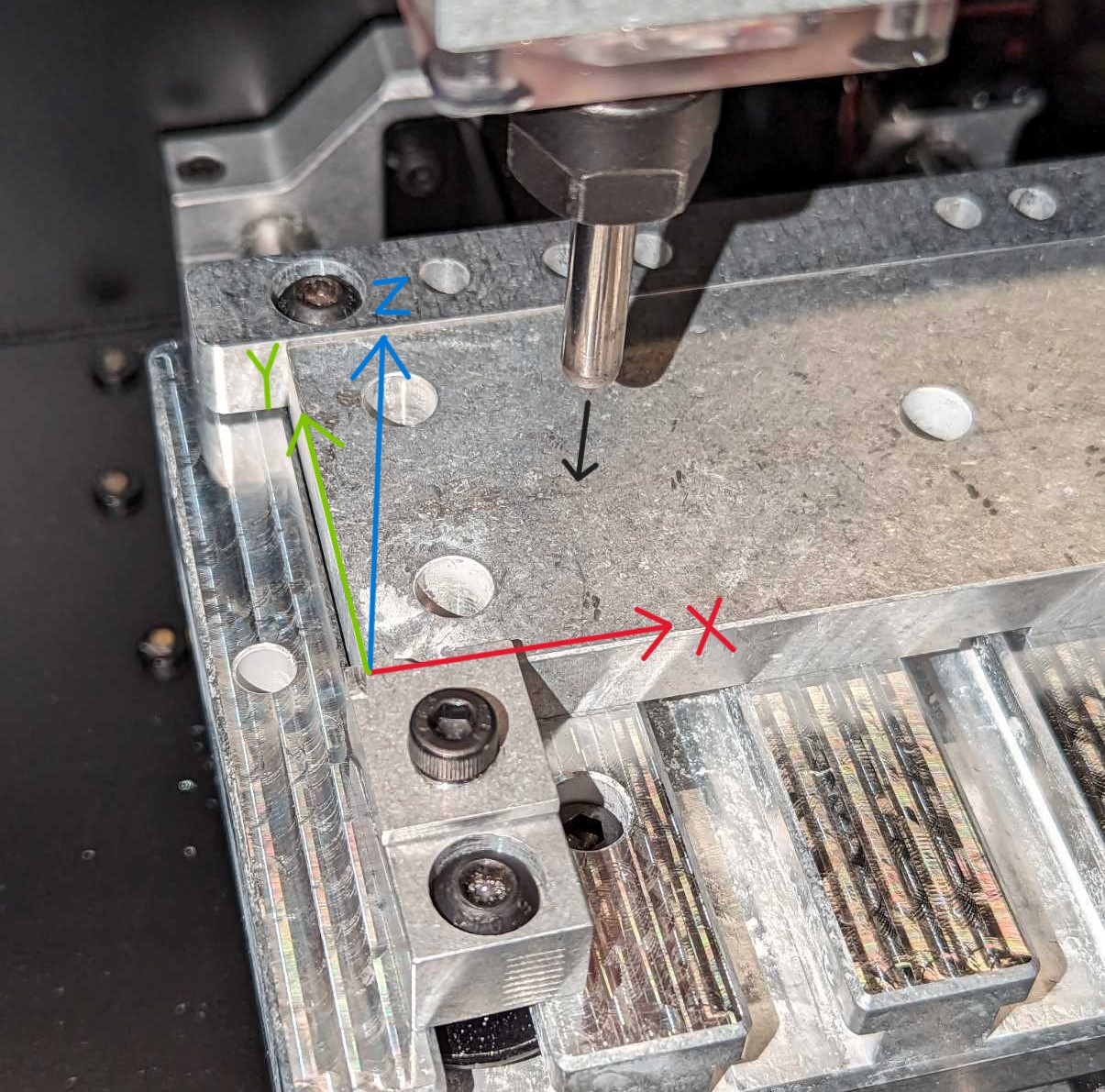
- In the Material Setup tab, scroll down to the Material Placement dropdown menu, click the Material Offset Probing Routines button, and select Automatic Stock Probing. Follow the on-screen prompts to locate the front, left, top corner of your stock. NOTE: Set the starting position for the automatic stock probing off to the right of the leftmost toe clamp to make sure that the tool will not run into the left toe clamp while probing. Select “accept” to save and apply the probed values for your origin.
Mill the toolholder:
- Install and touch-off the ¼” 2 Flute Flat End Mill on the t-slot bed, then mill the Op1 gcode file by selecting “Mill Single File”
- Once the job is done, release the part by loosening the toe clamps, and rotate it to stand it up on its long edge for the second operation:
- To have the completed toolholder on the right side of your Explorer, face the recently milled surface towards you
- To have the completed toolholder on the left side of your Explorer, face the recently milled surface away from you
- Loosen the toe clamps from the T-slot and slide them back to secure the part in place. Again, make sure that the part is fully against the rear and right sides of the corner locator, and that it is flat against the T-slot pallet.

- Reinstall the ¼” Diameter Probe, perform tool touch-off, and then locate the new origin of your stock using Automatic Stock Probing. Select “accept” to save and apply the probed values for your new origin.

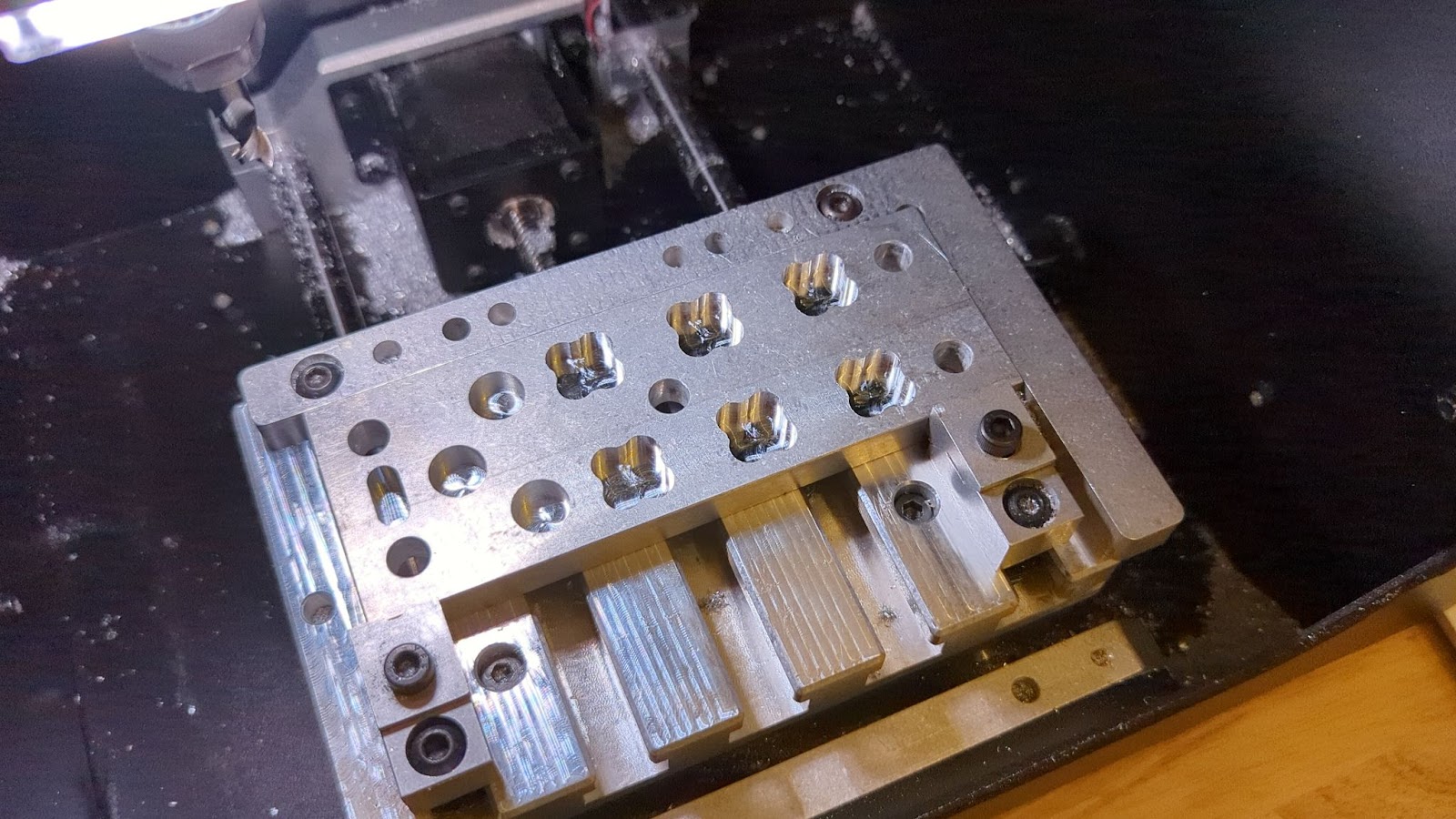
- Reinstall the ¼” 2 Flute Flat End Mill, perform the tool touch-off, and mill the Op2 gcode file for the magnet holes by selecting “Mill Single File”
Install the magnets:
- Have your (4X) ⅜” dia. X ¼” thick neodymium magnets handy for this step.
- Remove your toolholder from the machine and vacuum any chips out the machined features. Remove any burrs from the machining process using your deburr tools (we recommend this one: Deburr Set – Bantam Tools)
- Apply a drop of super glue at the center of the (4X) bores on the side of the part
- Slide in each magnet, and press down to fully seat them in the bores. Wipe up any excess glue and allow them to dry.

- Apply a strip of electrical tape across the side with the magnets for a layer of protection between the surface of the part and the powder coated side panel of your Explorer

- Now you are ready to load up the tool holder with end mills, collets, and wrenches
- Lastly, mount the toolholder anywhere on the side panel of your Bantam Tools Explorer CNC Milling Machine. You may also slide it around in many different configurations to suit your own unique workflow.
