![]()
Whether you’re new to CNC machining or just looking to dial in your mill, this light-up PCB badge project walks you through the steps to prep and load your material, set up your job in the Bantam Tools software, customize tools in the Tool Library, solder components to your PCB, and personalize your badge. Move through this guide as quickly or slowly as you feel comfortable and refer back to it as needed while you peruse the rest of our getting started projects. Let’s get milling!
Tools and Materials
![]()
Your Desktop PCB Milling Machine comes with all the materials you need for this project. To solder your PCB badge so it lights up, you’ll need the additional tools listed below.
TOOLS
- Bantam Tools Desktop PCB Milling Machine
- Computer with Bantam Tools Desktop Milling Machine Software installed
- Flat end mill, 1/32"
- Bit fan
- Scraper
- Digital calipers
- Soldering iron and solder
- Diagonal cutters for clipping wires
- Multimeter
- Needlenose pliers (optional)
MATERIALS
- PCB blank, single-sided, FR-1
- Resistor, 22-ohms (2)
- LED, 3mm, white (2)
- Coin cell battery, 3-volt, CR2032
- Coin cell battery holder
- High-strength, double-sided tape
Step 1: Download the .btm file.
Our Bantam Tools software is intuitive, easy to use, and lets you import a variety of file types, including SVG (.svg), G-code, Gerber (.gbr), EAGLE (.brd), .btm files, and more. A .btm file is essentially a zip file that stores separate files.
Download the .btm file for this project.
For this project, you don’t need to modify anything. However, as you continue to hone your skills, you may want to start creating your own designs. For more on this, head to the Advanced section of this project guide.
Step 2: Connect to the mill and turn it on.
Install the Bantam Tools Desktop Milling Machine Software if you haven’t already. Then open it on your computer. Notice how it’s saying that the Desktop PCB Milling Machine is disconnected? Plug the USB cable into the mill and the USB port on your computer, and then turn on the machine.
The software will prompt you to home the machine. The homing process tells the software where the parts of the machine are located. Without homing, your desktop CNC machine won’t be able to start milling.
Step 3: Set up the tooling.
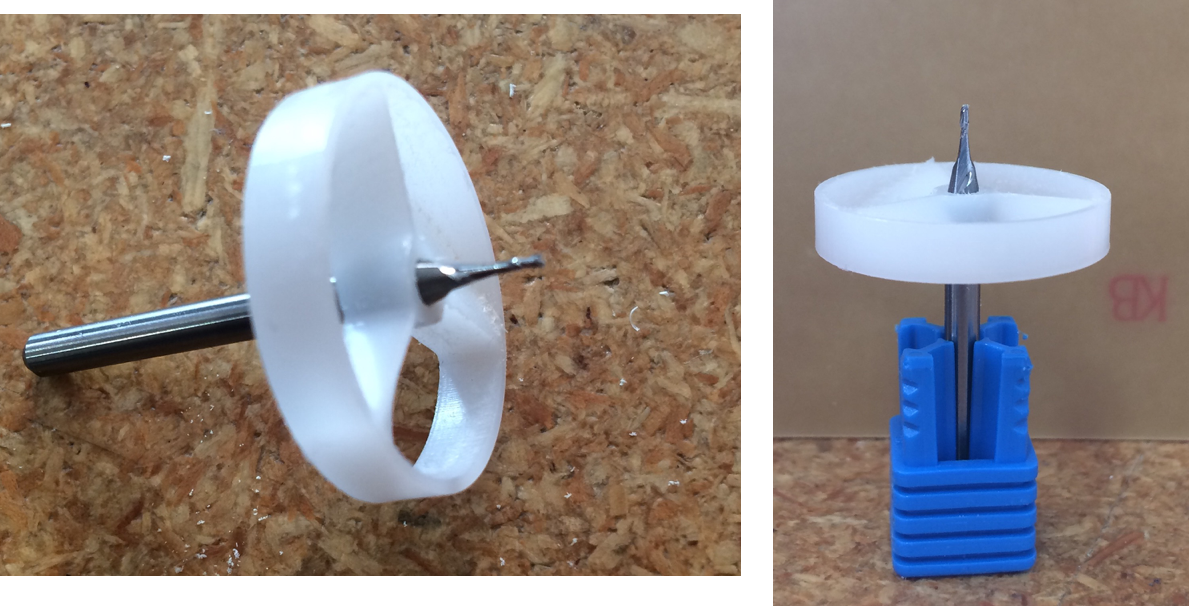
For this job, we’re using a 1/32” flat end mill. Attach a bit fan to the end mill. Using a bit fan isn’t required, but it helps by clearing away debris and extending the life of your tooling. The end mill should look like this with the bit fan attached.
Now install the end mill into the collet roughly 3/4”. If you've never loaded a tool before, refer to our "Insert and Locate a Tool" guide.
Note: To learn more about cutting tools, this primer differentiates between the various kinds of end mills and bits.
Once you’ve loaded the 1/32” flat end mill, input your milling job details into the software. In the Tool section of our software:
- Click the Change button, and select “1/32” Flat End Mill”.
- Click Continue, and verify tool position (it should be above an empty area of the spoilboard).
- Click Locate Tool.
The end mill will lower until it touches the spoilboard, pause, then retract upward. Now the software knows where the tip of the 1/32” flat end mill is located.
Step 4: Prep and load your material.
Next to Fixturing in our software, select Remove since you won’t need the Alignment Bracket for this project.
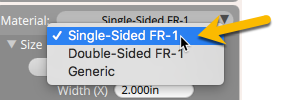
Next to Material, select “Single-Sided FR-1”.
Then measure the dimensions of your FR-1 with your digital calipers and enter the values for X (width), Y (height), and Z (thickness). While all our FR-1 blanks have similar dimensions, slight variations in board size, especially in the Z dimension, can make a big difference when it comes to milling. Always measure a new PCB board before milling.
Note: If you’d like to change your display units, click View > Show Units In Inches in the Bantam Tools software at any time.
![]()
To attach the PCB board to the spoilboard, you’ll use double-sided tape. Measure your tape and enter it in the Z value under Placement. The high-strength, double-sided tape is typically 0.006” to 0.008” thick, and the double-sided Scotch tape (that ships with your desktop CNC machine) is typically about 0.003” thick.
![]()
Note: When measuring the high-strength, double-sided tape, be sure to measure the thickness without the paper on each side. It may be easier to put the tape on the board and then measure.
Next, apply a single layer of tape to the bottom of the PCB board. Cover as much surface area as you can, but make the strips don’t overlap or wrinkle, which would affect your Z thickness. If you’re using the high-strength tape, remove the paper backing after applying.
![]()
Under Move, click Loading to bring the spoilboard to the front of the machine. Line up the PCB board with the front left corner of the spoilboard, as shown in the image above.
Note: If you move the bed all the way to the front of the mill, you can use the enclosure as a stop to press the FR-1 up against to make sure it’s aligned properly.
Step 5: Upload the .btm file to the software.
Under Plans, click Open Files and select the .btm file you downloaded. The software will now render a preview, showing the parts of the PCB board that will be engraved and cut, as well as blue lines that show the toolpath. Take a look at the preview to make sure everything looks correct and doesn't show any red warnings. The software rendering shows you everything that'll be milled.
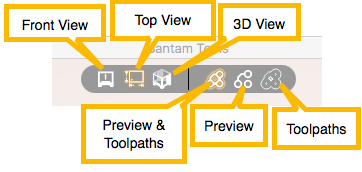
You can choose to view Preview and Toolpaths together, Preview alone, or Toolpaths alone. You can also select front view, top view, or 3D view.
Notice how under Messages there's a “Marked areas need a smaller tool” warning. Sometimes red warnings mean you need to go back to your design and change something so that all of your features can be correctly milled. For instance, if there's a red warning between two traces, then the machine won’t be able to fit your selected cutting tool between the two traces. If the milling process isn’t able to separate one trace from the other, your board won't work as designed.
If you zoom in on the letters, you’ll see small red marks indicating that certain corners will be rounded rather than squared. In this case, the corner won't affect the functionality of your board, so you can ignore the warning.
![]()
Step 6: Customize your tool feeds and speeds (optional).
This step is optional but is still important knowledge to note. Feel free to skip to Step 7 if you’re still getting comfortable with the mill and not quite ready to customize.
Notice how your estimated mill time is around 25 minutes? This is because the tool we’ve selected is set at basic speeds and feeds for FR-1. With our custom tool library, you can modify the speeds and feeds for your tools to optimize your milling operations and significantly decrease your milling time. For more info about feeds and speeds, refer to our Speeds and Feeds support guide.
For this PCB badge, we’re adding a new tool to the library. Click File > Tool Library > Add.
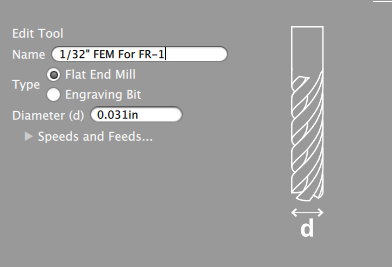
Name your new tool “1/32” FEM For FR-1” and enter in “0.031in” for the tool’s diameter. Then click the carrot next to Speeds and Feeds, check the box next to Custom, and enter the following speeds and feeds.
- Feed Rate: 59 in/min
- Plunge Rate: 15 in
- Spindle Speed: 24,000 RPM
- Stepover: 40%
- Pass Depth: 0.010 in
Note: If you’ve downloaded our FR-1 speeds and feeds chart, you’ll notice this recipe is more aggressive. That’s because we wanted to show you just how rapidly you can prototype boards.
Once you’ve input this info, you can exit the Tool Library. Go back to the dropdown menus in each of your .brd and .svg design files and select the custom tool you just created. See how your milling time just dropped to 5 minutes? That’s one of the many benefits of programming custom speeds and feeds in the Bantam Tools software!
Step 7: Mill your PCB badge.
When you’re happy with how everything looks, place all four windows onto your Desktop PCB Milling Machine and click Mill All Visible.
![]()
Step 8: Remove your board from the machine.
When the job is finished, click the Loading button and use a scraper to gently pry the PCB board off the spoilboard. If you're using the high-strength double-sided tape, applying some 91% isopropyl alcohol to the edges of the board will make removing the board easier. The alcohol loosens the adhesive. Once the board is out of the machine, clean the edges with a scouring pad or by rubbing it against some double-sided tape.
Your board should look like this:
![]()
Step 9: Solder your PCB badge.
With your PCB milled, it’s time to add components to your circuit board. If you're new to soldering, check out Adafruit’s Guide to Excellent Soldering. Here's an overview of the components you’ll use:
![]()
This is what the PCB badge will look like with all the components installed (without solder).
![]()
Note: If you’re interested in customizing your PCB badge with your name, we offer details in the Advanced section below.
First, you’ll solder the battery holder. Place it on the board so that the positive side is facing the top of the board.
![]()
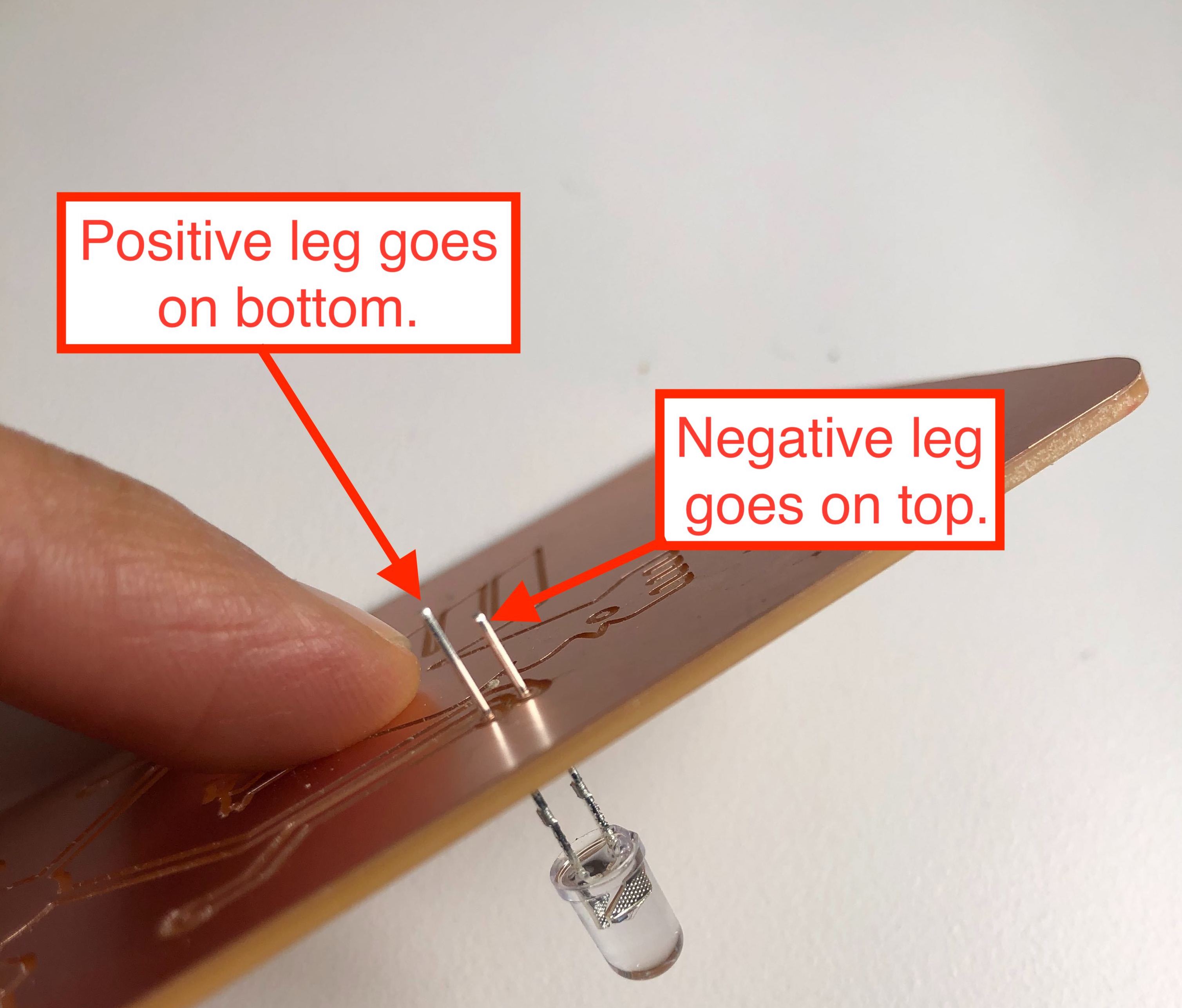
Next, insert your LEDs into the board so that the negative sides (the shorter legs) are in the top holes (see image below). This placement is important because the short leg connects to ground and the long leg connects to positive.
Also, look at the hole on the front of the board. See the circle of copper that surrounds the hole? This is called a pad. When you solder the LED to the board, you're actually soldering the leg to this pad.
![]()
Bend the LED legs. It’s important to bend them before soldering. Bending them after might cause you to break the solder joint.
![]()
Once you’ve inserted and bent all four LED legs, solder them as shown here:
![]()
Next, pre-bend the legs of the resistors (as shown below).
![]()
Place the legs of one resistor in the holes as shown. Unlike with the LEDs, it doesn’t matter which leg goes into which hole. Wiggle the legs down until the resistor sits flush with the board, then. solder the resistor to the board. Repeat with the second resistor.![]()
After you’ve soldered all your components, use the diagonal cutters to snip off the excess legs sticking out on the back of the PCB badge. Finally, insert the battery and watch your PCB badge light up! Congrats!
Advanced: Custom PCB Name Badge
Want to take your PCB badge to the next level? Add a personal touch by turning it into a name tag.
![]()
First, you’ll need to create an SVG file of your name. We recommend using Inkscape (or Illustrator, if you prefer). To learn how, refer to our Engraving Dog Tags project.
Once you’ve created and saved the SVG file, load it into the Bantam Tools software along with the .btm file during Step 5. Depending on the size of your text, you may need to scale your SVG. You can enter the value in the box next to Scale. Then move the design into place using the X and Y values in Placement––the Z value will remain at 0.000in.
![]()
Once you’ve placed and scaled your SVG file, select “1/32” FEM For FR-1” for your tooling and ensure that only Engraving is selected under Parts to Mill. Then continue following the steps as outlined above.
Troubleshooting
If your LEDs won’t light up, here are some things to check.
Check the LED legs. Make sure the positive leg (the longer one) is in the lower hole and the negative leg (the shorter one) is in the top hole. If they’re backwards, you'll need to flip the LED. If you’ve already cut the legs and can’t tell which leg is longer, look at the rim around the bottom of the LED. While most of the rim is round, there's one flat edge, which lines up with the negative leg.
Check the battery. Make sure that the side that says “+ Panasonic CR 2032” is facing away from the copper of the PCB board. The side without text should be face down, touching the PCB board directly.
Check the solder joints. A bad, or “cold,” joint will prevent electricity from moving through the circuit, meaning the LEDs won't light up. Check out Adafruit’s Common Soldering Problems guide. If the issue is a cold joint, usually holding a hot soldering iron to the joint will allow the solder to melt and reform a better joint.
Use a multimeter to make sure all of your solder joints are allowing electricity to travel through the solder joint. For further detail on using a multimeter, SparkFun has a helpful guide.
Rework. Let’s say you noticed the LED legs are in the wrong holes and you need to remove and reinstall. Bear in mind that we’re using a FR-1 PCB, which has a 0.001” layer of copper that sits on top of a paper and epoxy-like resin substrate (the center part of the board). When reheating a solder joint and removing a component, the copper sometimes pulls away from the substrate. Once this happens, it’s quite hard, if not impossible, to fix. Often the only solution is to mill out another PCB board and solder components onto the new board.