Difficulty Level
In this advanced project, we’ll show you how to machine a rope knotting tool. You can use this everyday carry object as a tie-down or for other rope-handling tasks. This project involves a multi-operation setup, multiple tool changes, and intermediate fixturing techniques.
If this is your first time using the Desktop CNC Milling Machine, we recommend running through the Aluminum Tool Holder and Low-Profile Wallet project before moving on to this one.
In this project you’ll learn how to:
- Machine a part in multiple operations.
- Use a set of parallels to lift the stock out of the L-bracket fixture to machine a full contour on the part.
- Flip a part.
- Reprobe a part using the Bantam Tools Milling Machine Software’s built-in probing routines.
We’ll move through this project a little quicker than we did our Aluminum Tool Holder project. So if you find yourself having questions, be sure to refer back to that guide. Let’s dive in!
TOOLS
- Bantam Tools Desktop CNC Milling Machine
- Computer with Bantam Tools Desktop Milling Machine Software installed
- Computer with Fusion 360 installed
- Probing pin, 1/4”
- Helical 3-flute flat end mill, 1/4”
- Helical ball end mill, 1/4”
- L-bracket and toe clamp set
- Parallels (5)
MATERIALS
- Aluminum stock, 3.5” x 1”x 0.75”
FILES
A Note Before You Start Milling
The Fusion 360 project files we provide are programmed specifically for the tooling and materials listed above. If you don’t have these end mills or stock, you will need to adjust the speeds and feeds parameters for the tooling and stock you're planning to use before you post-process your G-code files and set them up in the Bantam Tools Milling Machine Software. For more insight into programming toolpaths in Fusion 360, see our Fusion 360 Workflows: Programming CAM support guide.
G-Code Files Overview
Before you begin setting up your job, let’s review this Fusion 360 design file, so that you have a better understanding of each operation. To follow along, download the Fusion-360-Knotting-Tool-Project file, launch Fusion 360, and open the file.
- Download the Fusion-360-Knotting-Tool-Project file
Once you’ve opened the file, take note of two important things about our stock setup. The first is that we’ve set our work coordinate system (WCS) to the top, front left corner of our stock.

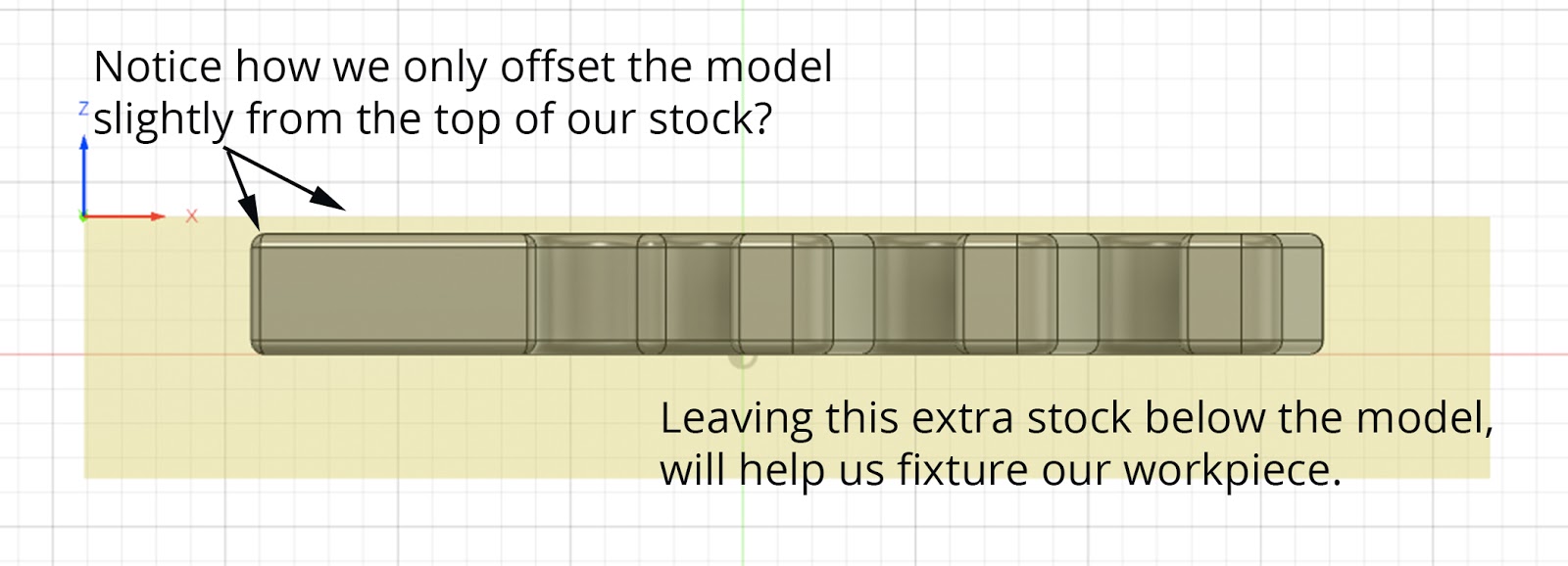
The second thing you’ll notice is that we’ve offset the top of our model only slightly from the top of our stock. Leaving the extra stock below the model will help with fixturing our workpiece.
The first setup of this project involves three essential toolpaths: facing, 3D adaptive, and 2D contour. These three toolpaths allow us to machine the bulk of our part using a 1/4” flat end mill.
Using the facing toolpath, we’ll machine down to the top of our model.
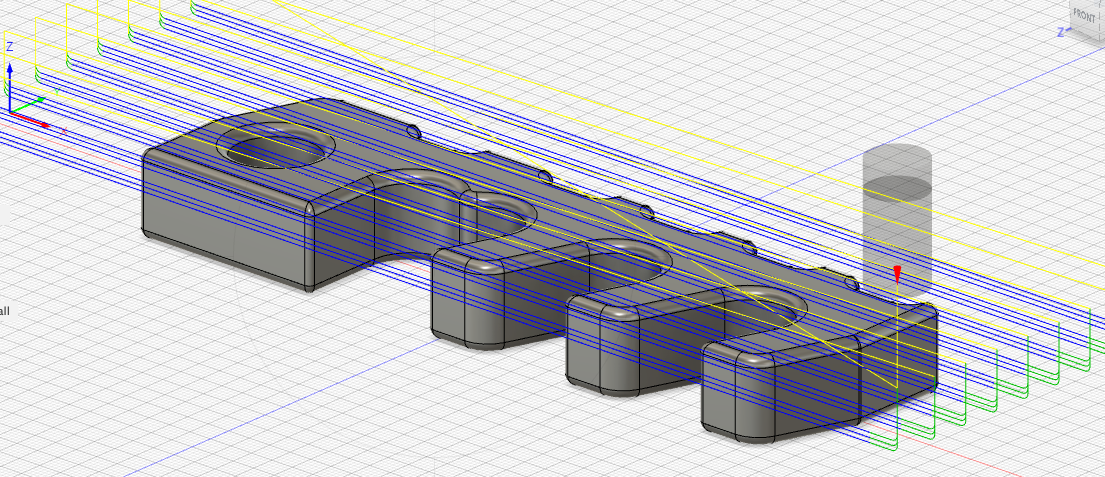
Then, we’ll use the 3D adaptive clearing pass to rough out the general shape of the model.

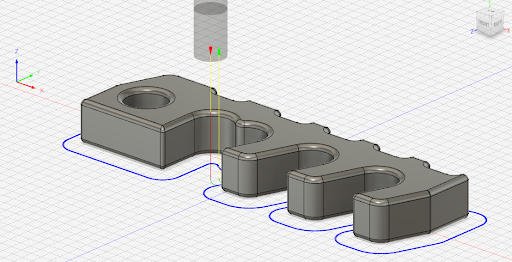
Finally, we’ll clean up our wall finish using a 2D contour pass.
Setup 2
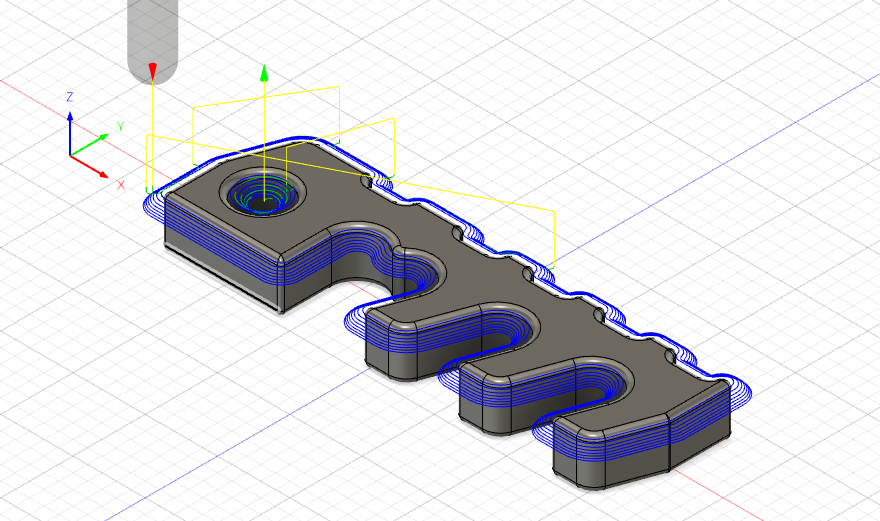
In the second setup, we’ll machine filleted edges using a 1/4” ball end mill.
Setup 3
Before starting the third setup, you’ll perform a flip and machine the “top hat” of the knotting tool using a 1/4” flat end mill.
Setup 4
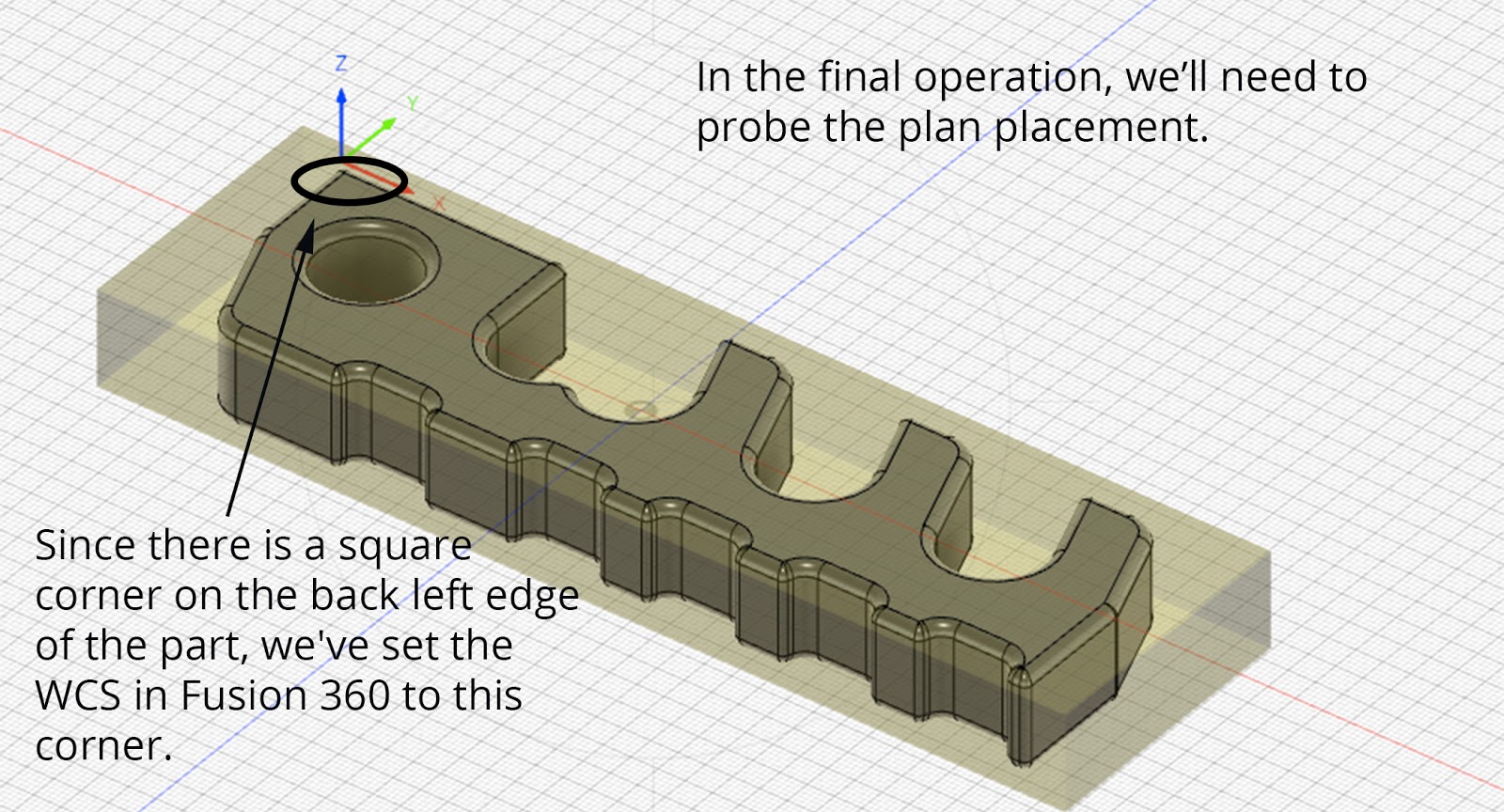
For this setup, we’ll need to adjust the plan placement in the Bantam Tools software using the Conductive Stock Probing routine. We’ve already set the WCS for this file in Fusion 360 to the top, back left edge of the model because it has a square corner. After you’ve performed the Conductive Stock Probing routine, you’ll machine another filleted edge using the 1/4” ball end mill.
Step 1: Generate G-code files.
Using a pair of digital calipers, measure the X, Y, and Z dimensions of your stock. Then right-click no each Setup in Fusion 360 and adjust the X, Y, and Z values in the Stock tab. When you're finished updating your stock dimensions, click Command + G to re-generate your toolpaths.
Once your toolpaths are generated, post process your G-code files.
Step 2: Fixture your stock.
Connect the Desktop CNC Milling Machine to your computer using the USB cable, turn on the machine, and launch the Bantam Tools Desktop Milling Machine Software. When prompted, home the mill. With your machine calibrated, let’s set up our job.
In order to machine around this piece of stock, you’ll need to lift it up off the T-slot bed using your parallels, so that it sits higher than the L-bracket. This is a little unconventional, but it’s nevertheless effective. Place three parallels down to prop the stock up about 3/8” and two parallels in front of the stock to offset the toe clamps. Now you’ll have enough clearance to safely machine around the stock without colliding with the L-bracket.

With your parallels in place, tighten down your toe clamps––back screws first, then the jaws. Make sure your workpiece is nice and tight to ensure the utmost precision!
Step 3: Locate your stock.
Now that you’ve fixtured your stock, it’s time to locate it using the Automatic Stock Location probing routine.
Select Install Tool in the Jog menu tab, insert the 1/4” probing pin, and then click Locate. Confirm that nothing is blocking the tool from touching the T-slot bed, and click Start.
Measure the dimensions of your stock, and enter the X, Y, and Z values under Material Size in the Materials Setup tab.
Next, go to the Material Placement dropdown menu in the Material Setup tab, click Material Offset Probing Routines button, and select the Automatic Stock Probing routine in the pop-up menu and follow the onscreen prompts.
Click Start and watch as the Bantam Tools software locates your material. Once you’re done, click Accept, and the Bantam Tools software will update your material location in the preview.
Step 4: Import your files, install your tooling, and machine the first operation.
Navigate to the Jog tab, select Install Tool once more, and import the files for the first three operations.
- Knotting-Tool-1001-Facing.g.code
- Knotting-Tool-1002-3D-Adaptive.g.code
- Knotting-Tool-1003-Wall-Contour.g.code
Swap out the 1/4” probing pin for the Helical 01150 - 1/4” 3FL Flat End Mill and perform a tool touch-off.
Then, in the Summary tab, review your setup and make sure there are no warning notifications. When you’re ready, click Mill All.
Step 5: Import files, install tooling, and machine the second operation.
When the first three operations are complete, go to the Initial Setup tab and import the Knotting-Tool-1004-Filleted-Contour.gcode file. Then, swap out the 1/4” flat end mill for a 1/4” ball end mill and perform a tool touch-off.
Go to the Summary tab, and when you’re ready, click Mill Single File under the Knotting-Tool-Filleted-1004-Contour.gcode file.
Step 6: Flip your part.
Now comes the fun part! Remove the part from the machine, brush off any chips on the parallels, and reinsert the piece back in the machine with the through-hole oriented on the left side. See how using the parallel allows us to easily fixture our workpiece? Parallels help fixture pieces with uneven surfaces, as well as lift stock off the T-slot bed.

Step 7: Mill away the excess stock (aka the top hat).
Nice job! Now, go to the Initial Setup tab and import the Knotting-Tool-2001-Top-Hat.gcode file.
Next, install the probing pin, and then head down to the Material Setup tab to perform another automatic stock location routine using the instructions outlined in Step 2. Once you’ve located your part, reinstall the 1/4” flat end mill by going to the Jog tab and selecting the Install Tool button. Then, head down to the Summary tab, review your job, and when you’re satisfied, click Mill Single File beneath the Knotting-Tool-2001-Top-Hat.gcode file.
Step 8: Adjust your plan placement.
By default, our Bantam Tools Software aligns plan files to the front, top left corner of the stock. You can adjust the alignment with the various plan placement probing routines. Since there’s a square corner on the back left edge of the part, we've set the WCS in Fusion 360 to that corner. Using the conductive plan placement routines in our software, we need to adjust the placement of the plan in our software to match where we set the WCS in Fusion 360.
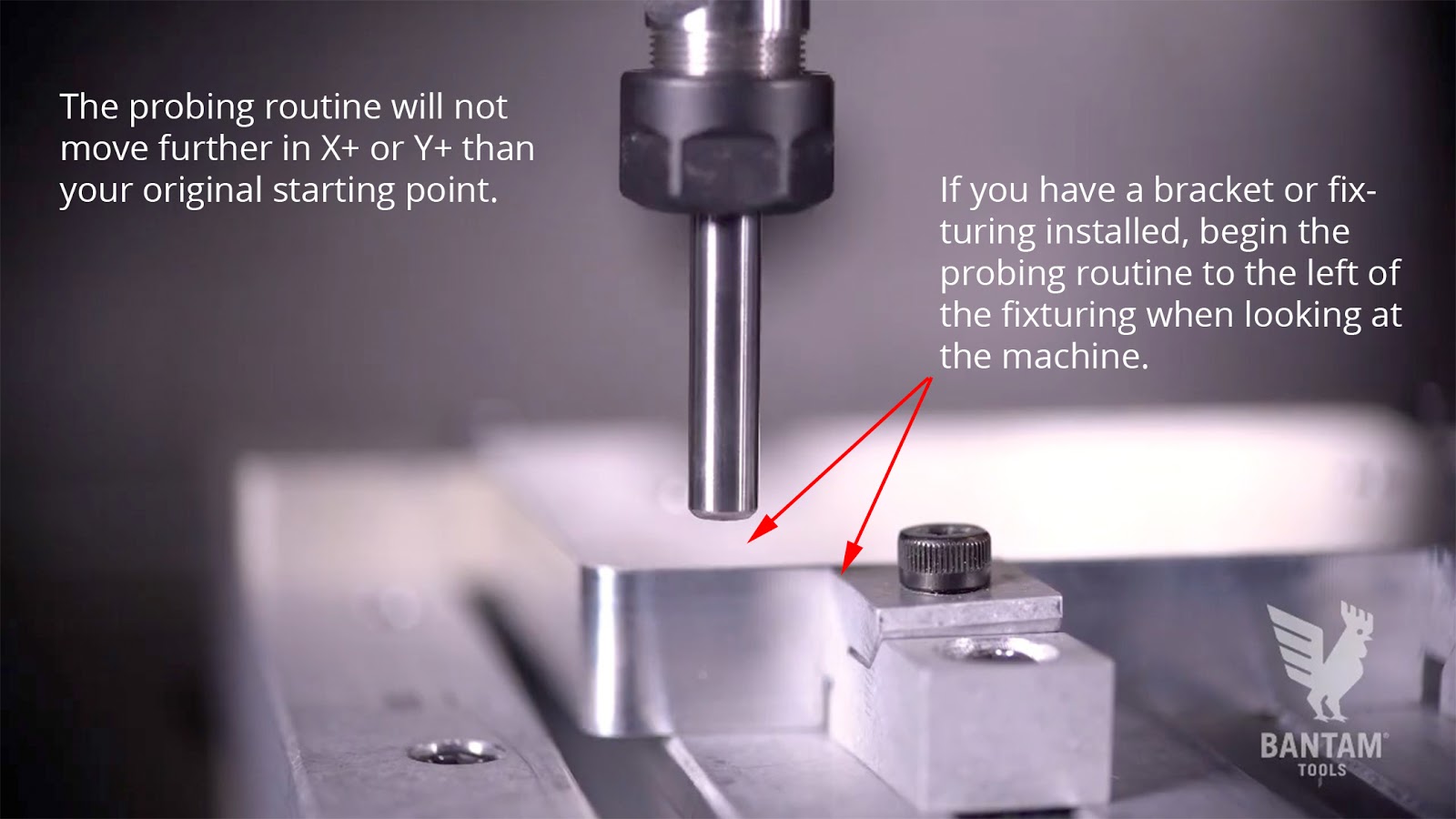
Install the 1/4” probing pin. Then go to the Plan Setup tab, click the Plan Offset Probing Routines button and select Conductive Stock Probing.
- Using the jog menu on the right, roughly position the tool along the X-axis.
- Then click the X+ Probe button.
- When the probe stops, click the Set X Zero button.
- Retract the probe using the jog controls, and repeat the steps above for the Y and Z axes.
Note: If you’re a software subscriber, you can also use our Rectangular Corner probing routine. For more info about our automated probing routines, refer to our Material & Plan Placement Probing Routines support guide.
Step 9: Import file, install tooling, and machine the final operation.
Now that you’ve probed to set your plan placement, it’s time to machine the final operation. Go to the Initial Setup tab and import the Knotting-Tool-Filleted-Edge-2.gcode file. Then install your 1/4” ball end mill. And finally, go to the Summary tab to review your file and click Mill Single File under the Knotting-Tool-3001-Filleted-Contour.gcode file when you’re ready.
Step 10: Remove the knotting tool from the machine!
Way to go! We know that was a lot to cover, but you did it. Nice job! We hope you enjoy your new everyday carry knotting tool.
