Experienced machinists know when a CNC machine is cutting at the right speeds and feeds just by the sound it makes. But the sound of a cut your Bantam Tools Desktop CNC Milling Machine is making can be tied to a number of factors: speeds and feeds parameters, chip load, material, end mill, tool length and stick out, fixturing, toolpath, and more. The difference between even a few percentage points of spindle speed can make a cut that initially sounded bad sound great.
The Speeds and Feeds Override feature in the Bantam Tools Milling Machine Software is simple, but it gives you a ton of control over your speeds and feeds while machining a job because it allows you to adjust the spindle speed (RPM) and feed rate (in/min) on the fly and learn how to make every cut sound great.
Note: To learn more about speeds and feeds parameters, see our Fusion 360 Workflows: Programming CAM support guide.
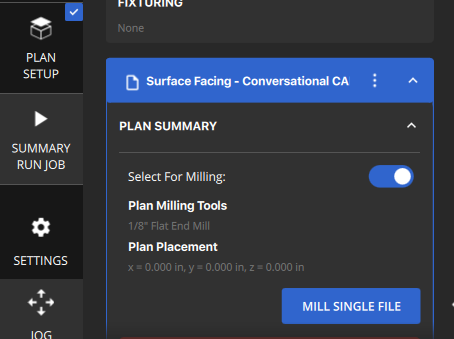
Once you’ve set up your job, go to the Summary/Run Job tab to check over your setup. If you’re satisfied, click Mill Single File or, if you’re machining multiple files, Mill All.
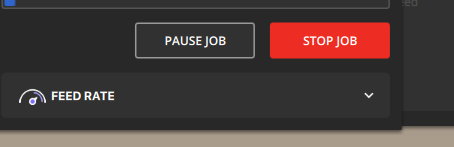
Once you begin a job, you’ll notice that there is a dropdown menu for the Speed and Feed Rate Override feature beneath your mill time.
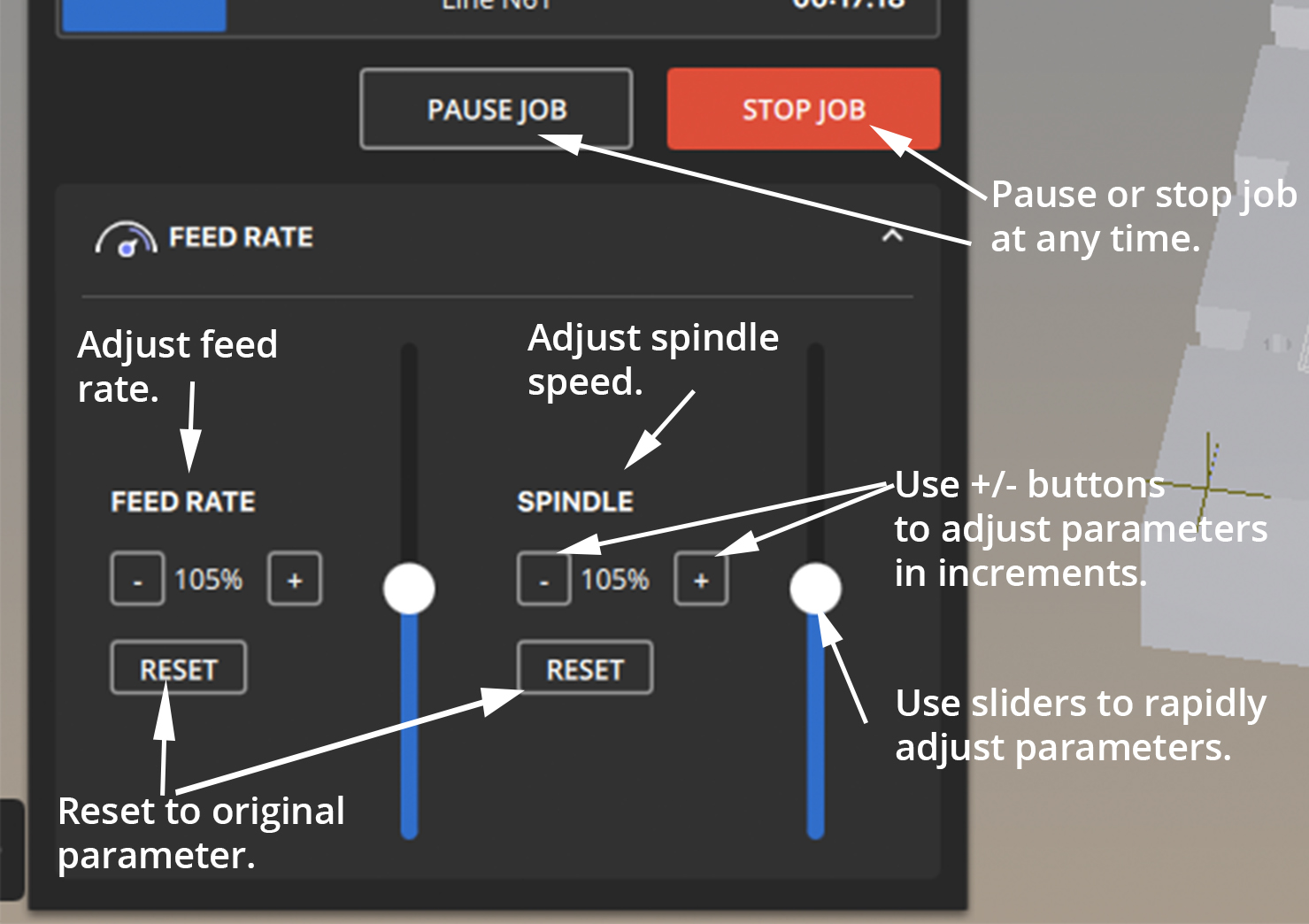
You can adjust the spindle speed or feed rate by moving the sliders to your desired percentage of the programmed speed and feed or by clicking the “+” or “-” buttons. When the Desktop CNC Milling Machine goes to machine the next line of G-code, the new speed or feed will take effect. But use caution, drastically changing these parameters can have adverse effects, because you’re rapidly changing the chip load on the cutting tool, which could result in you breaking your tool.