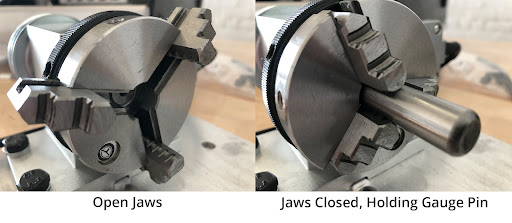
In addition to being a rotational axis, the Bantam Tools Desktop CNC 4th Axis Accessory acts as a fixturing or positioning tool that holds stock in place while the Bantam Tools Desktop CNC Milling Machine mills a part. The Bantam Tools Desktop CNC 4th Axis Accessory comes with a three-jaw chuck, which is great for fixturing cylindrical stock. The largest stock diameter you can machine using the Bantam Tools Desktop CNC 4th Axis Accessory is 2.25” and the max stock length is 5.8”.
In this guide, we cover:
- Fixturing stock into the Bantam Tools Desktop CNC 4th Axis Accessory
- Jaw configurations
- Installing jaws into the chuck on the Bantam Tools Desktop CNC 4th Axis Accessory
- Fixturing cylindrical stock into the Bantam Tools Desktop CNC 4th Axis Accessory
Tools
- Computer with the Bantam Tools Milling Machine Software installed
- Chuck jaw (3)
- Chuck key (2)
- Center-finder tool
- Digital calipers
- Hex key, 6 mm (optional)
Materials
- Stock of choice that is no longer than 5.8” long and 2.25” in diameter.
Jaw Configurations
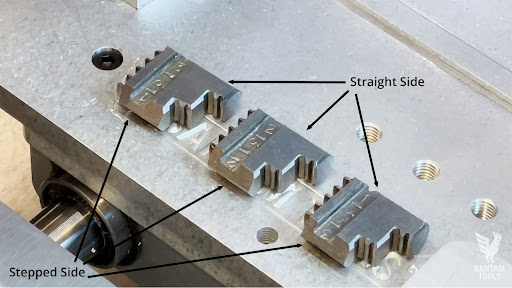
The first step in the fixturing process is determining the ideal jaw configuration for your job. The jaws can be installed two different ways: either with the “straight” or “stepped” side facing the center of the chuck.
The orientation of the jaws is determined by the diameter of your stock. If you’re milling stock with a smaller diameter, orient the jaws so that the straight side is facing the center of the chuck. When using the straight side of the jaws, the max stock length you will be able to fixture is 5.8”

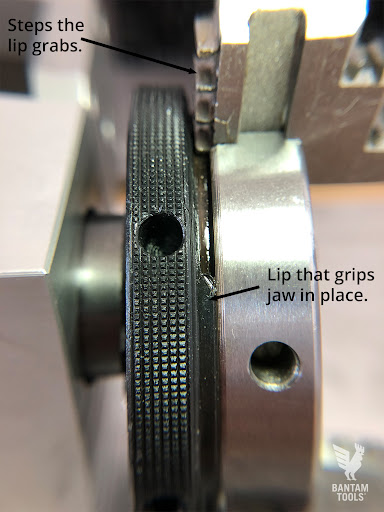
For stock that has a larger diameter, use the stepped side of the jaws, as pictured below. If you are using the stepped side of the jaws, keep in mind that this will impact the max length of stock you will be able to machine.
- If the stock is fixtured using the first step the max stock length is 5.66”
- If the stock is fixtured using the second step the max stock length is 5.46”

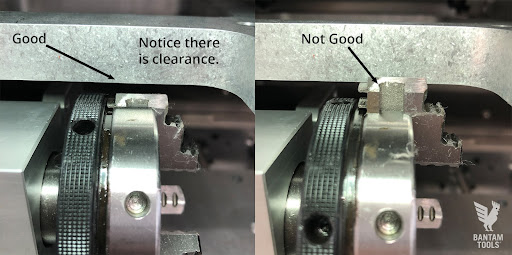
Important: Make sure the jaws don’t stick out so far that they collide with the XZ-carriage (the component that supports the spindle house assembly) .
Installing the Jaws
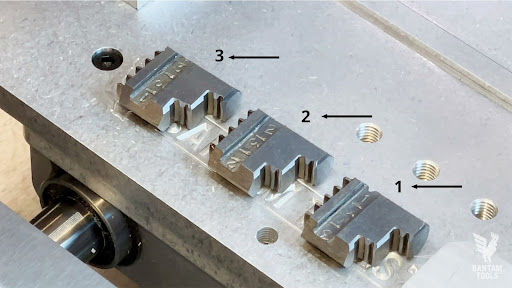
Notice the numbers on the inside of each jaw. These numbers specify the order the jaws need to be installed into the chuck.
Note: Don’t worry about the middle numbers.
Which slot on the chuck you place the jaw into doesn’t matter, as long as you place them in the correct order. For example, to install the jaws so that the straight side is facing the center of the chuck, install them in the following order:
To install the jaws, complete the following steps:
- Turn on the Bantam Tools Desktop CNC Milling Machine, connect the machine to your computer, and launch the Bantam Tools Milling Machine Software. Home the machine when prompted.
- Navigate to the Jog tab and select Loading. This makes it easier to configure and install the jaws into the chuck.
- There is a “lip” on the chuck dial that grips each jaw and allows you to tighten or loosen them. Turn the chuck dial until the slots are open, and then place the jaw into the slot. Remember, put #1 in first, then #2 and #3.
4. Hold the chuck in place with your right hand and turn the dial with your left hand until the lip is gripping all the jaws. The jaws will be moving toward the center of the chuck. To tighten, turn the chuck dial away from you. Use the chuck keys, if needed.
Fixturing Your Stock
Now that the jaws are installed, it’s time to fixture the stock. The Bantam Tools Desktop CNC 4th Axis Accessory holds the stock in place using the chuck and the live center.
To make sure the stock is aligned with the center of the chuck, begin by finding the centerpoint of your stock. Using the center-finder tool, draw an X with a pencil, marker, or sharp edge (if you’re using a sharp edge, use caution). Where the lines intersect is where the center of the stock is. Use a center punch tool or a sharp object to tap a small hole in the centerpoint. This side of the stock will be the “free end” of the stock—the side that will be held in place by the live center.
If you haven’t used a center-finder tool before, here is how to use it to locate the center of cylindrical stock:
1. Place cylindrical stock firmly in the inside corner of the center-finder tool.

2. Make a line against the diagonal side of the opening on the center-finder using a ballpoint pen, thin marker, or X-acto knife (be careful if you’re using a knife).
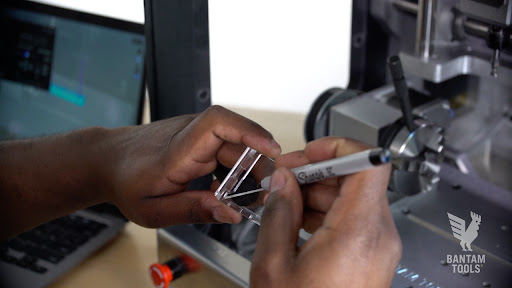
3. Rotate the stock approximately 90° and make another line against the diagonal side of the tool’s opening.
Place a small phillips-head screwdriver, center punch, awl, or other hard pointed tool where the lines insect and press down. This will make a small indentation to guide the tailstock’s live center into place when fixturing your stock.
Note: For most jobs, lining up the center of the stock’s free end by eye will suffice. The level of precision you need depends on your expectations and goals.
If you haven’t already, connect your computer to the Bantam Tools Desktop CNC Milling Machine, launch the Bantam Tools software, and home the mill. Navigate to the Jog tab and select Loading to move the Y-axis to the front of the machine.
Caution: The point of the live center is sharp. Use caution while fixturing and working around this component to avoid scratching or cutting yourself.
Then complete the following steps:
- Using digital calipers, measure the diameter and the entire length of your stock.
- Enter these dimensions into the Material Size values in the Material Setup tab. The real-time preview will then update in the Bantam Tools software.
- Place one of the chuck keys into a hole in the chuck dial.
- Place the stock (the side without the X) roughly in the center of the chuck.
- Hold the stock in place while you tighten the jaws using the chuck key by turning the dial away from you.
- Once the material is snug, place one chuck key into the chuck dial and the other into the chuck and give it an extra turn—about 15º.
- Turn the tailstock handle until the live center is embedded into the stock. Adjust the stock so that the tip of the live center is touching the centerpoint you found using the center-finder tool.
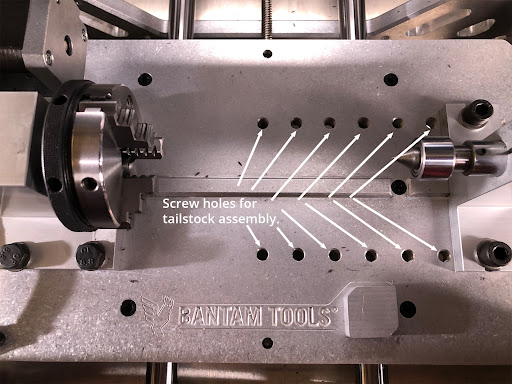
Depending on the length of your stock, you may need to move the tailstock assembly. To do so, remove the M8 screws on either side of the assembly using a 6 mm hex key, move the tailstock to the desired location, and then replace and tighten the screws. When the tailstock assembly has been adjusted, complete Step 7, as outlined.
Way to go! You’ve successfully fixtured your material and are ready to continue setting up your job.
Accounting for Fixturing in CAD/CAM Software
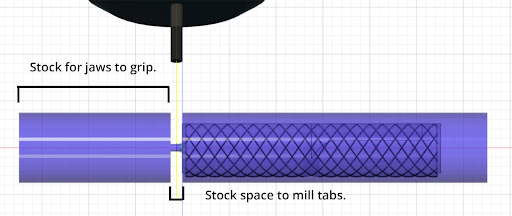
When programming toolpaths for your model in CAD/CAM software like Fusion 360, it’s critical to account for how the jaws will be configured in the chuck and, in turn, how much of the stock they will grip.
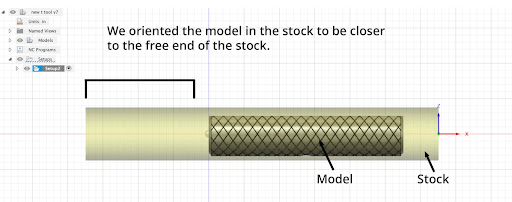
For example, when we designed this hex wrench handle project, we measured the straight side of the jaws, using digital calipers, because we knew that we would use this side to fixture our cylindrical stock. We took this into account when creating our Setup in Fusion 360 by orienting the model within the stock so that it was offset far enough away from where the jaws would grip the material to ensure there wouldn’t be any collisions.
Additionally, we accounted for the tabs we would use to keep the model fixtured to the stock while we machined our job.
In a similar vein, we wanted to make sure we left enough stock on the free end so that the tailstock’s live center would continue to rigidly grip it. The amount of stock you leave will depend on a number of factors, such as the part you’re machining, the material you’re working with, and more.
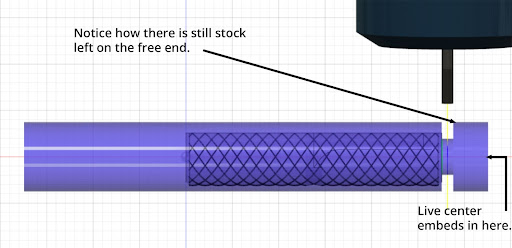
For this project, we programmed the 2D Contour toolpaths that would make the tabs to be milled at the very end of the project to ensure that the hex wrench handle was rigidly held throughout the roughing and finishing operations.
Fixturing Rectangular Stock
To mill rectangular stock or offset stock using the Bantam Tools Desktop CNC 4th Axis Accessory, you would need a four-jaw chuck. At this time, the Bantam Tools Desktop CNC 4th Axis Accessory only supports a three-jaw chuck, and the Bantam Tools Milling Machine Software is optimized for milling cylindrical stock along the centerline of the chuck.