This video and guide feature our Bantam Tools Desktop PCB Milling Machine and Legacy Software.
While single-sided PCBs are simple and ideal to use when possible, many circuits require two sides. Double-sided boards offer a wide variety of possibilities for circuit board designers because they have more surface area and flexibility when routing traces. Using two sides instead of one also allows for a smaller board size overall, which can be important when building small-scale, integrated devices.
This guide contains all the information you need to get started milling double-sided PCBs using the Bantam Tools Milling Machine Software.
Process Overview
Milling double-sided PCBs is straightforward: First mill the top of the board, then mill the bottom. But in order to achieve perfect registration between the two sides, there’s a process that you must follow, which is covered in more detail further down.
Here’s a quick overview:
- Install and locate the alignment bracket.
- Align a piece of double-sided FR-1 to the left corner of the alignment bracket.
- After importing your design file, mill out the traces (but not holes or the outline) of the top side of the board.
- With the top side milled, flip the board over and tape it down — this time aligning to the right side of the bracket. By aligning to the right side, we’re using the same corner of the board to align on both sides, which reduces the possibility of alignment errors.
- Mill out the rest of the board, including traces, holes, and the outline.
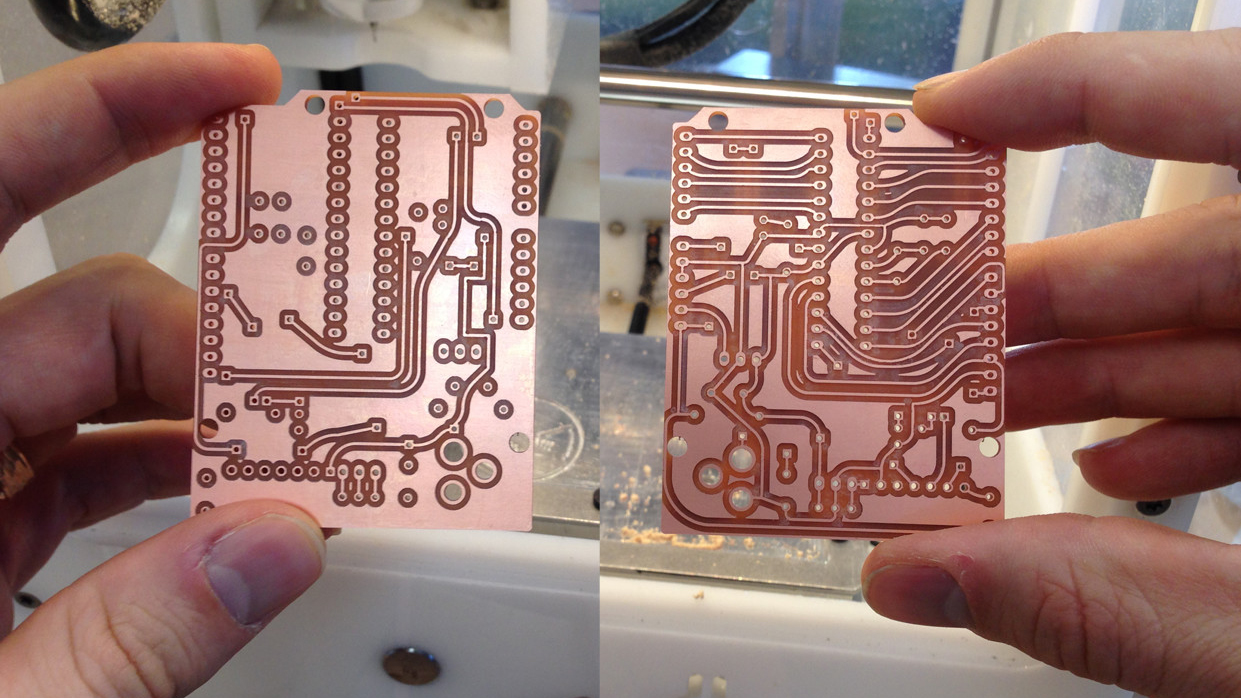
A milled double-sided PCB.
Materials
When milling double-sided PCBs, use double-sided FR-1 PCB blanks. These boards are copper clad on both sides, with a thin sheet of phenolic resin in the middle holding them together.
Design Considerations
Unlike double-sided PCBs produced by a board house, PCBs made on your Bantam Tools Milling Machine are bare, meaning they do not have plated vias. As a result, you’ll need to connect vias manually. Because you’ll be doing this by hand, we recommend that you limit the number of vias on your board to save time during the assembly process.
To hook up vias, thread a piece of wire through the vias on your board. Then, solder each side of the wire. Finally, snip the excess wire on each side of the via.
Step-by-Step Walkthrough: Milling a Double-Sided PCB
Before starting this walkthrough, make sure to install and locate the alignment bracket. This will ensure that both sides of the circuit board are properly aligned.
- Clear off the spoilboard with a small brush or vacuum, taking care to remove all chips from the inside of the alignment bracket. This will help ensure that your FR-1 is precisely aligned.
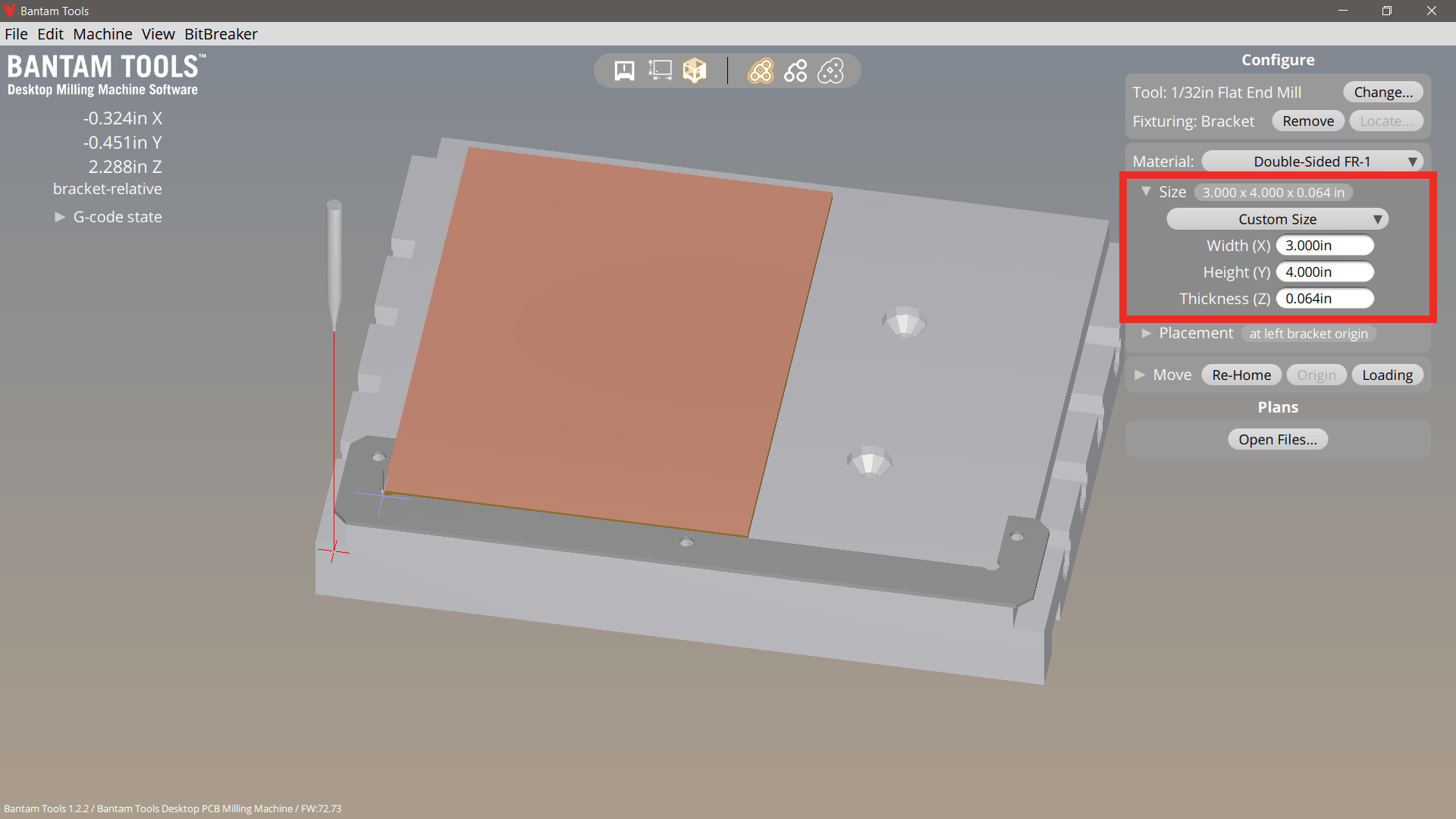
- Set the material type to double-sided FR-1. Then, using a pair of digital calipers, measure the dimensions of a piece of double-sided FR-1. Measure the thickness in a few locations, as it might slightly vary. Enter the highest thickness dimension into the software’s Material Size Thickness (Z) panel.
- Also using digital calipers, measure the thickness of the fixturing tape you’ll be using. Put this value into the software’s Placement Size Thickness (Z) panel. Including the tape thickness value is important because it tells the software that the FR-1 board is raised up, and that the toolpath should be adjusted accordingly.
- Cover one side of the FR-1 with double-sided tape, using high-strength double-sided tape if available and taking care not to let the tape overlap. Align the FR-1, tape side down, to the left side of the bracket, then move it down, toward the front of the bed, until it’s aligned to the corner of the bracket. Make sure no debris or tape is caught between the board and the alignment bracket. Push down on the FR-1 to make sure that it’s fully attached.
- Import a double-sided PCB file. EAGLE .brd and Gerber files are both supported. A new plan panel will appear on the right side of the software window and will show the settings for the top side of the board.
- Configure the milling parameters for the top side of the board. After selecting the appropriate tools by clicking on the respective button, make sure that Traces is selected and that both Holes and Outlines” are deselected. (We’ll cut out the holes and outline of the board as our final step on the bottom side of the board.)
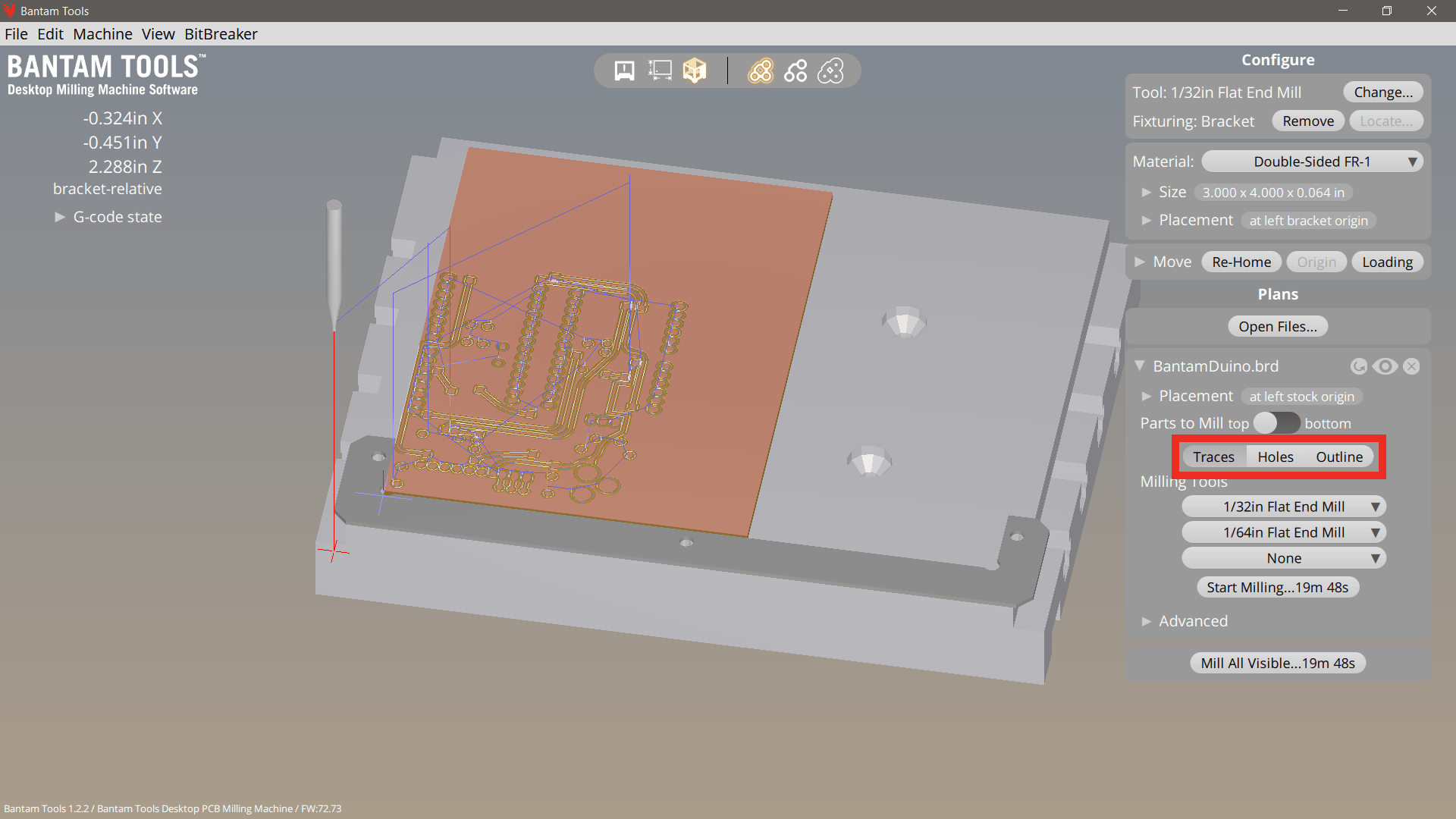
Imported file with Outlines deselected.
You may wish to add an extra offset to the plan to prevent accidentally milling into the alignment bracket. To do this, expand the Plan Placement option and add an offset in the x and y direction (we suggest 0.2” as that is large enough to allow the largest end mill we support, an 1/8" Flat End Mill, to complete the job without hitting the alignment bracket). - Take a final look at the preview to make sure that you've the appropriate tools selected. If you see red lines on your design in the preview, select a smaller tool until the red lines are no longer shown. Click “Start Milling” to mill the top side. If you don’t have the appropriate end mill installed, the software will prompt you to switch end mills before milling begins.
- When the top side has finished milling, clean the board by vacuuming away the chips. Remove the FR-1 from the milling machine and peel off all tape. If the tape is hard to remove, use 91% isopropyl alcohol to loosen it.
- Apply a new layer of tape to the top side of the board (the side with the newly milled traces). Attach it to the mill, this time aligning it to the right side of the alignment bracket and moving it toward the front so that it’s precisely aligned to the right corner of the bracket. Make sure no debris or tape is caught between the board and the alignment bracket. Push down on the FR-1 to make sure that it’s fully attached.
- Click the Top/Bottom toggle switch to switch to the bottom side. In the preview, you’ll see the bottom side of the board design, with the plan and material aligned to the right. As you did with the top side, select the appropriate end mills for the bottom side. Make sure that Traces is still selected, and also select Holes and Outlines; this will enable the traces, holes, and outline to all be milled.
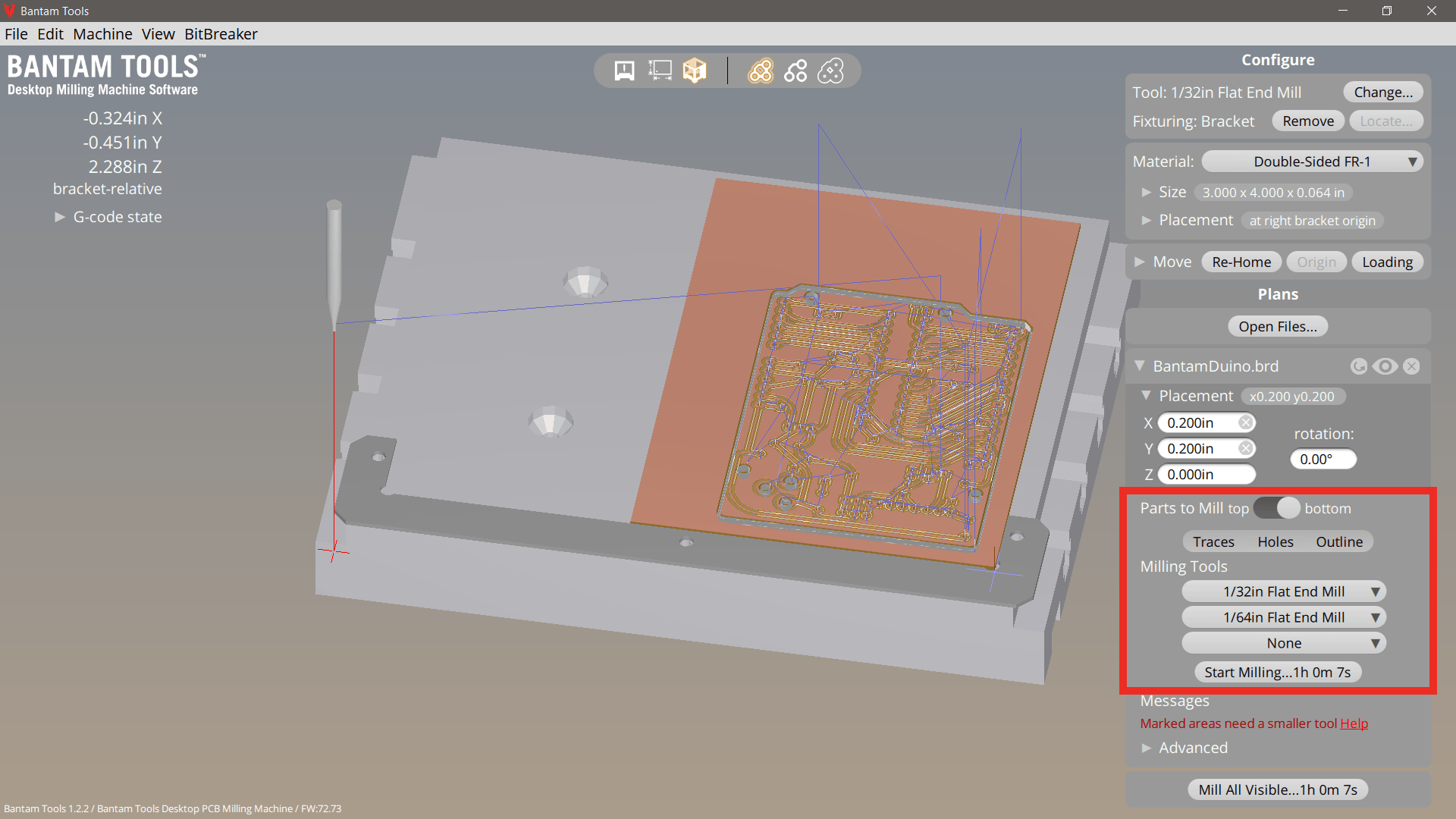
Imported PCB plan flipped to bottom side, ready to mill. - Verify your configuration using the the 3D preview. Click “Start Milling” to mill the bottom. If you need to switch tools, the software will prompt you to do so.
- When the bottom cut is finished, including the holes and outlines, you should end up with a nicely aligned, double-sided board ready for you to place your components.
Troubleshooting
The two sides of my board are not aligned:
Make sure to register the top side of the board with the left corner of the alignment bracket and the bottom side of the board with the right corner of the bracket. When placing FR-1 on the spoilboard, avoid creating small gaps between the board and the bracket. Also, if tape or debris comes between the board and alignment bracket then the registration will be off. If you followed this procedure and still have registration issues, please contact our support team.
How do I know what end mill to select?
Often it is preferable to mill traces with a PCB Engraving Bit 0.003". You can read more about that in our Engraving Bit Isolation Milling Guide. We carry two types of PCB Engraving Bits; one has a 0.005" tip, while the other has a 0.003" tip. If you don't know which one to use, try loading the 0.005" tip one first, then look at the preview and see if there are red warning lines. If there are no red warnings, then this tool is small enough to mill the board successfully. If you do see red lines, then this indicates that the 0.005" tip tool is too large to mill certain features of the board. Try loading the 0.003" tip tool, then look again at the preview to confirm that the red lines are gone. If the red lines are gone, then you can go ahead and mill the board. If there are still red lines, then this indicates that the cutting tool is still too large. If the 0.003" tip tool is too large to mill the design, then it's best to go back to your design and change those features such that the 0.003" tip tool can mill them.
Holes and outlines can only be milled with a flat end mill. They cannot be milled with an engraving bit. The 1/32" Flat End Mill is the most common — and typically the best — tool used to mill holes and outlines. If you load a 1/32" Flat End Mill and the the software’s preview shows red lines, try adding a 1/64" Flat End Mill.
If you run into trouble, feel free to email us at support@bantamtools.com and we’ll give you a hand.