
Download the custom tool library for machinable foam here.
What is machinable foam?
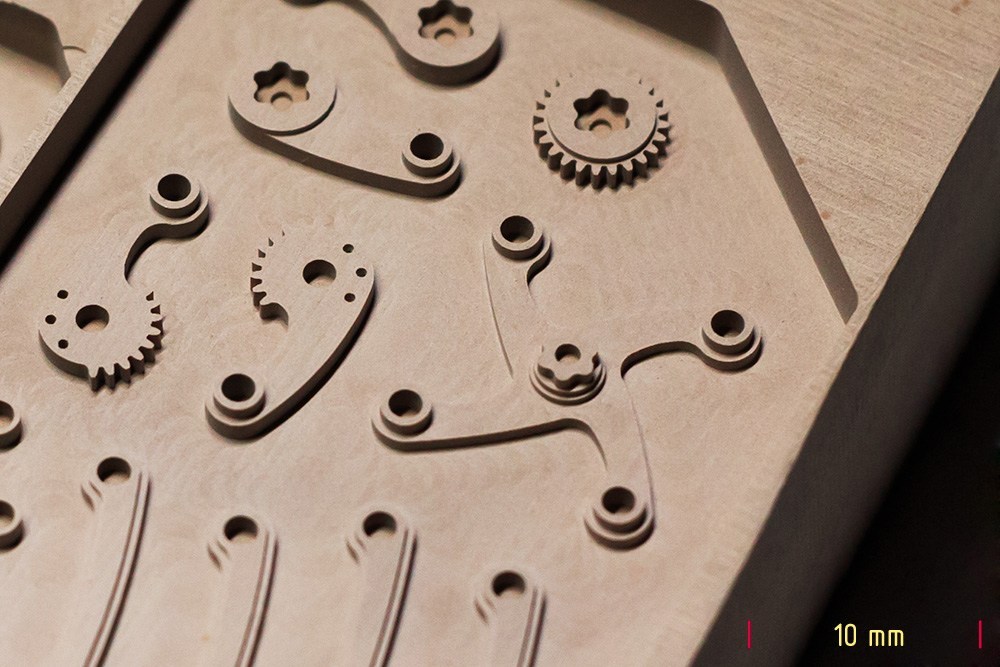
Machinable foam is a hard, rigid foam that retains high detail, is very durable, and can be machined at high speeds, similar to machining wax. But unlike wax, it’s mostly air, so the amount of swarf generated during milling is significantly less. Most machinable foam is made from high-density polyurethane, and it comes in many different densities. Lower densities are lighter, cheaper, and produce less swarf than higher densities; however, higher densities have a smoother texture and retain detail better.
What is machinable foam used for?
Uses for machinable foam include indoor and outdoor signs, molds for resin casting, prototyping all kinds of parts, and architectural models. Since foams span a wide range of densities, it can be used in place of wax when a stronger, more temperature-resistant material is needed or when a lighter, cheaper material is needed. Some foam can withstand temperatures up to 500° F.
Is machinable foam safe?
Yes, as long as you don’t light it on fire. Burning machinable foam can release toxic gasses. As with most materials, try not to inhale it or get it in your eyes.
Where can I get machinable foam?
Machinable wax is available from a number of online stores.
What's the best way to fixture machinable foam to the bed of the milling machine?
High-strength double-sided "Nitto" tape works well and we recommend using it in conjunction with the alignment bracket for extra rigidity.
With Nitto tape, place strips evenly across the underside of the material. The more surface area you cover with the tape, the more securely the material will be held in place during the milling operation. When applying the tape, make sure the pieces of tape don't overlap or wrinkle. Then peel off the backing and press the material firmly down onto the machining bed.


What end mill should I use when milling machinable foam?
Both the 1/8" and 1/16” ball end mills are the best for machining 3D objects out of machinable foam because they give the smoothest contours. That being said, this material mills easily with any tool.
What are some example projects?
Here’s an example from an article by Michal Zalewski about milling molds for resin casting.
Recommended Feeds and Speeds
To make it easier to use these recommended feeds and speeds, we’ve created a way for you to quickly import into our software all the settings you see listed below. To do this, download the Machinable Foam Custom Tool Library, which contains all the recommended feeds and speeds for this material. Then open our software, click File > Tool Library, click the “Import” button, and select this file. Before using these settings, it’s a good idea to read through our Feeds and Speeds guide.
Download the Machinable Foam Custom Tool Library here.
Note: The feeds and speeds below are optimized for the V2 Othermill. If you're using a Bantam Tools Desktop PCB Milling Machine, Othermill Pro, or Kickstarter Othermill, you may need to experiment to find optimal settings.
Tool: 1/8" flat end mill
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max pass depth: 0.011” (0.27 mm)
Tool: 1/16" flat end mill
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max pass depth: 0.012” (0.31 mm)
Tool: 1/32" flat end mill
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max pass depth: 0.013” (0.34 mm)
Tool: 1/64" flat end mill
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max pass depth: 0.004” (0.11 mm)
Tool: 1/100" flat end mill
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max pass depth: 0.003" (0.08 mm)
Tool: Engraving bit
Feed rate: 31.496 in/min (800 mm/min)
Plunge rate: 1.575 in/min (40 mm/min)
Spindle speed: 12,000 RPM
Max Pass Depth: 0.003" (0.08 mm)
Note: Keep in mind the engraving tool has a variable width, depending on your “engraving cut depth.” The deeper the cut, the wider the tool. The shallower the cut, the narrower the tool. If you’re using an engraving tool and the generated path isn’t cutting part of your SVG file, try reducing the engraving cut depth.
Advanced Feeds and Speeds
Warning: These settings are for advanced users. Before using any of the information provided here, you must read the section above on fixturing your material. The feeds and speeds specified here are more aggressive (and thus faster), and improperly fixtured material can be knocked loose and damage itself and your machine.
Tool: 1/8" flat end mill
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max pass depth: 0.118” (3 mm)
Tool: 1/16" flat end mill
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max pass depth: 0.059” (1.5 mm)
Tool: 1/32" flat end mill
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max pass depth: 0.059” (1.5 mm)
Tool: 1/64" flat end mill
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max pass depth: 0.010” (0.25 mm)
Tool: 1/100" flat end mill
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max pass depth: 0.005" (0.13 mm)
Tool: Engraving bit
Feed rate: 59 in/min (1500 mm/min)
Plunge rate: 20 in/min (500 mm/min)
Spindle speed: 16,400 RPM
Max Pass Depth: 0.003" (0.08 mm)
Note: Keep in mind the engraving tool has a variable width, depending on your “engraving cut depth.” The deeper the cut, the wider the tool. The shallower the cut, the narrower the tool. If you’re using an engraving tool and the generated path isn’t cutting part of your SVG file, try reducing the engraving cut depth.