This beginner-friendly project walks you through customizing your own ring in Fusion 360, a CAD/CAM application, and then milling it out on your Bantam Tools Desktop PCB Milling Machine. Rings are a great first CNC project. They’re beautiful and functional, yet pretty simple to make. They can be easily customized to fit any finger, and they provide a good application for hand finishing. Rings also don’t have any tiny features that require small end mills, so you can use a sturdy 1/8" Flat End Mill the entire time.
Tools and Materials

Tools
- Bantam Tools Desktop PCB Milling Machine
- Computer with Bantam Tools Desktop Milling Machine Software installed
- Autodesk Fusion 360 software
- Flat end mill, 1/8"
- Scouring pad
- Digital calipers
- Ring that fits your finger comfortably
- Bit fan
Materials
- Aluminum, 1" x 2" x 0.125”
- High-strength double-sided tape
- Isopropyl alcohol, 91% to remove the fixturing tape
Files
- Fusion 360 ring file
- Example G-code file
Step 1: Measure and calculate your ring size.

One of the major benefits of using the Bantam Tools Desktop PCB Milling Machine to manufacture things is that you can customize them! You’re not stuck with an off-the-shelf product that may or may not be exactly right.
To make sure the ring fits your finger, use digital calipers to measure the inside diameter of an existing ring that fits your finger comfortably. If you don’t have calipers, you can use a ruler. Don’t try to measure your finger directly, because your skin will move out of the way when you squeeze it with a measuring device. This ring’s inner diameter is 0.640".
From here, you can decide and calculate how thick and tall you want your ring to be. In this case, we decided to make a ring that is 0.060" thick and 0.090" tall. The outer diameter of the ring will be automatically calculated based on the inner diameter and the thickness measurement values we enter.
Here are our measurements:
- Inner diameter: 0.640"
- Thickness: 0.060"
- Height: 0.090"
- Outer diameter: This dimension is automatically calculated.
We’ll use these values a little later.
Step 2: Download Fusion 360.
Fusion 360 is a cloud-connected CAD/CAM application made by Autodesk. It’s supported on Mac OS X and Windows and is free for students, hobbyists, enthusiasts, and startups. It’s both a powerful design app for 3D objects and a CAM app that can create 3D toolpaths for the Bantam Tools Desktop PCB Milling Machine.
We’ve partnered with Autodesk to ensure a seamless experience when using Fusion 360 and our milling machine together. The Bantam Tools Desktop PCB Milling Machine CAM post-processor is included by default with Fusion 360, and a tool library is available for download from our website.
If you’re new to Fusion 360, we recommend reading through our Fusion 360 guide before proceeding with this tutorial.
Step 3: Open up and customize the ring design in Fusion 360.
Now it’s time to open Fusion 360. When Fusion 360 opens, you’ll be asked to sign in or create an Autodesk account. Once signed in, Fusion 360 will open a new, blank document.
Learning Fusion 360 is a bit beyond what an introductory tutorial can cover, so we’re providing a ring model, which you can modify to fit your finger. Native Fusion 360 files that you can share are called .f3d files. We've created a .f3d file with the ring design. You can download the Ring .f3d Fusion file here.
Here’s how to open it in Fusion 360:
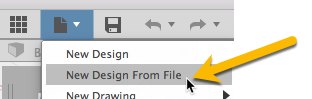
- Click File > New Design From File
- Locate the downloaded file and click Open
Once the file opens, we’ll start by setting the inner diameter and thickness of the ring.
Fusion 360 has a number of workspaces for modeling, simulation, and CAM features. To switch between workspaces, click the “Change Workspace” button at the top left of the Fusion 360 window, and select the workspace you’d like to switch to. This button is labeled with the name of the current workspace (Model, Patch, Render, Animation, CAM) and will update once you switch workspaces.
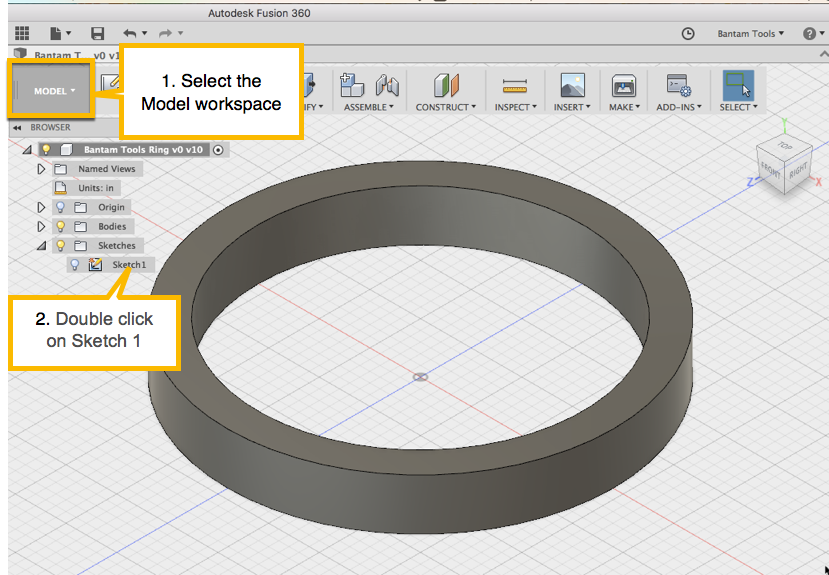
Select the Model workspace. Then double-click on Sketch 1. Now we can make changes to the ring design and can change the inner diameter, height, and thickness to match the values we found when measuring our existing ring with digital calipers.
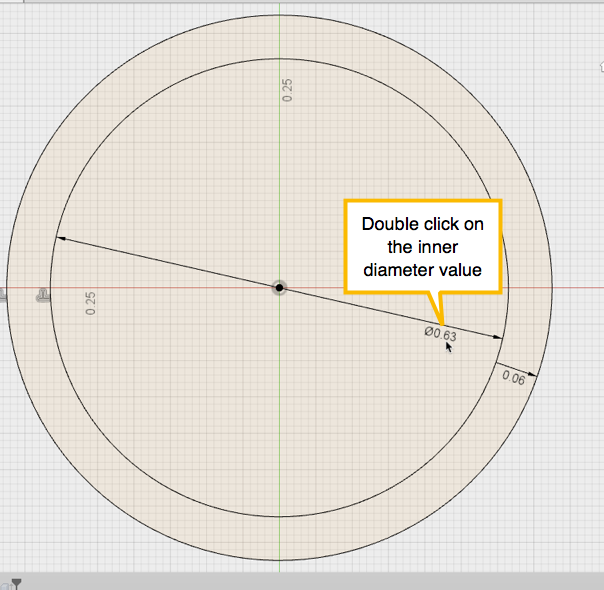
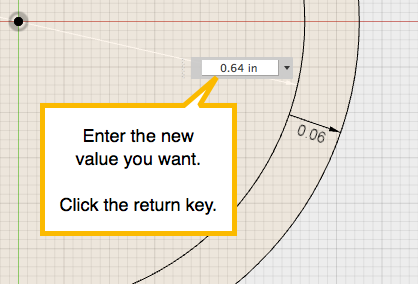
First, we'll change the inner diameter dimension. Double-click on the value for the inner diameter and enter the new value you desire. Click the return key on the computer keyboard.
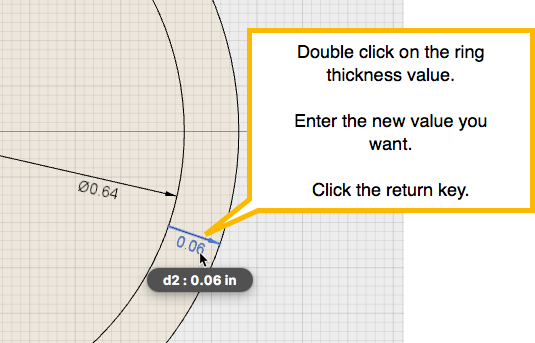
Now we'll do the same thing to change the ring’s thickness. Double-click on the value for the ring thickness, enter the new value you desire, then click the return key.
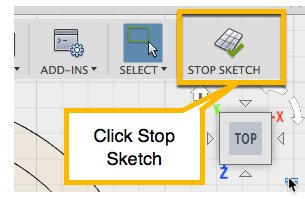
Click Stop Sketch.
Now the inner diameter, thickness, and outer diameter dimensions have all been updated. We don't have to directly change the outer diameter value. When we designed the ring, we used what’s called parameterization. We set a rule, or parameter, that the software would follow for our design. In our case, the outer diameter is defined as the sum of the inner diameter value plus twice the thickness value. If you change the thickness or the inner diameter, Fusion 360 will follow the rule we defined to calculate the outer diameter.
That’s it! We've downloaded the .f3d file, loaded it into Fusion 360, and changed the inner diameter and ring thickness. Next we'll change the height, or Z-axis dimension, of the ring. Here’s how.
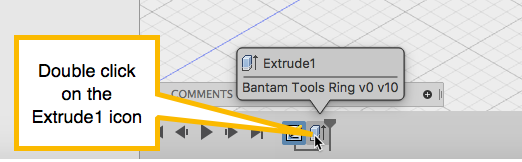
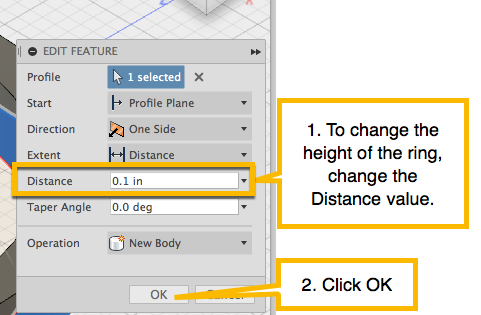
Double-click on the Extrude 1 icon, which is in the timeline at the bottom left of the Fusion 360 screen.
The Edit Feature window will pop up. The Distance value controls the Z value, or height, of the ring. Enter in the value you want. Any value that is equal to or less than the size of your stock will work. In our case, the stock is 0.125” in the Z dimension, so our ring can have a Distance value of up to 0.125”. Enter the Distance value you want and click OK.
Step 4: Measure your material dimensions.
To make sure the software knows where to cut, Fusion 360 needs to know the size of your stock, which is another word for your piece of starting material.
For this project, you’ll be using aluminum stock with these dimensions:
- Width (X): 2.00"
- Height (Y): 1.00”
- Thickness (Z): 0.125”
Typically, when you’re creating a file from scratch in Fusion 360, it’s very important to use digital calipers to measure the X, Y, and Z dimensions of your specific piece of aluminum and enter this information into Fusion 360. For instance, if you bought four pieces of aluminum that were all labeled as 1” x 2” x 0.125”, when you measure each with digital calipers, you might find that some are 0.122” while others were 0.127” in the Z dimension. When using the Bantam Tools Desktop PCB Milling Machine, it’s important to have your measurements down to the third decimal place when using inches, or the second decimal place when using millimeters.
Measuring and entering the specific dimensions of your stock is important because if the aluminum is even just one or two thousandths of an inch higher than the mill expects it to be, the end mill will encounter more material than intended when the machine attempts the first cutting pass. When the machine has to cut through more material than it expects, the tool can be damaged, and the machine’s record of where it's located in space can be thrown off.
However, for the purposes of this tutorial, the X, Y, and Z stock measurements are already set up in the Fusion 360 file. We even added an extra buffer in case your piece of aluminum is a little thicker than 0.125”.
If you’re interested in more information, check out our guide on Proper Use of Digital Calipers.
Step 5: Generate toolpaths.
We've downloaded the .f3d file, loaded it into Fusion 360, changed the inner diameter, thickness, and height dimensions of our ring, and considered our material dimensions. Our design is now done! We've now completed the CAD part of the process to create the design.
Next, we'll go through the CAM process, where we generate the toolpaths that the Bantam Tools Desktop PCB Milling Machine will follow as it mills your ring. We’ve already created Facing, 2D Pocket, and 2D Contour toolpaths in the .f3D file, but they need to be calculated again for the new stock dimensions you just entered.
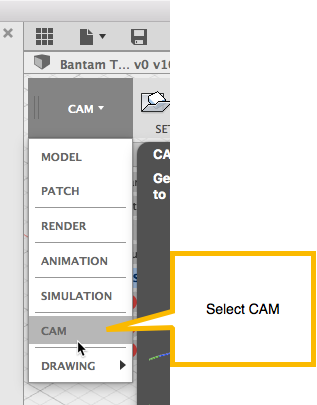
Select the CAM workspace.
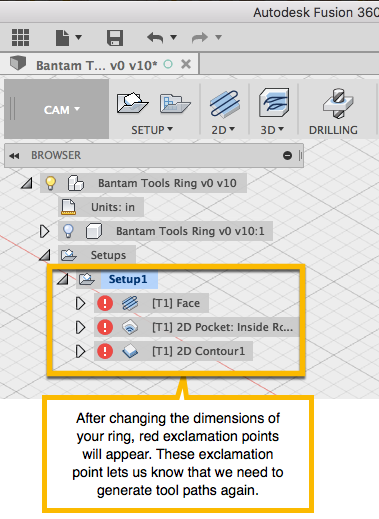
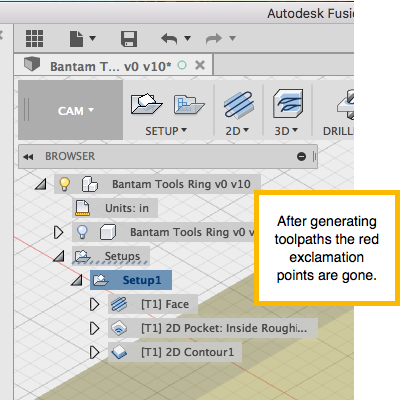
Under Setup 1 are the three toolpaths used to cut your ring: Facing, 2D Pocket, and 2D Contour. Facing removes material that's higher than the ring. 2D Pocket removes material from the inside of the ring. 2D Contour removes material from the outside of the ring.
If you’re curious about the settings, you can double-click (or right-click and choose Edit) either of the toolpaths to see all the parameters. We’re using a 1/8" flat end mill for both toolpaths.
Notice the red exclamation points next to each of the three toolpaths. These toolpaths were already created. When you change the dimensions of your ring, red exclamation points will appear to let us know that we need to generate toolpaths again based on these newly changed dimensions.
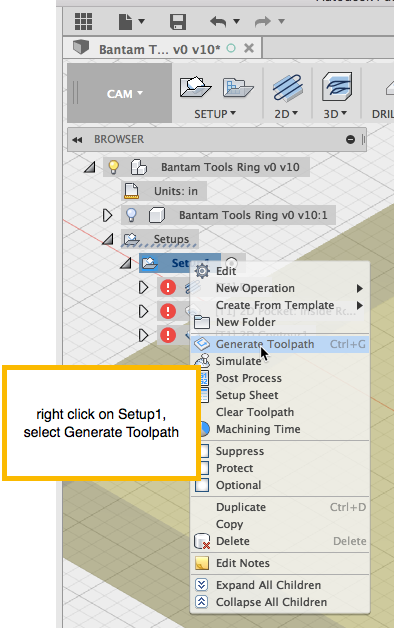
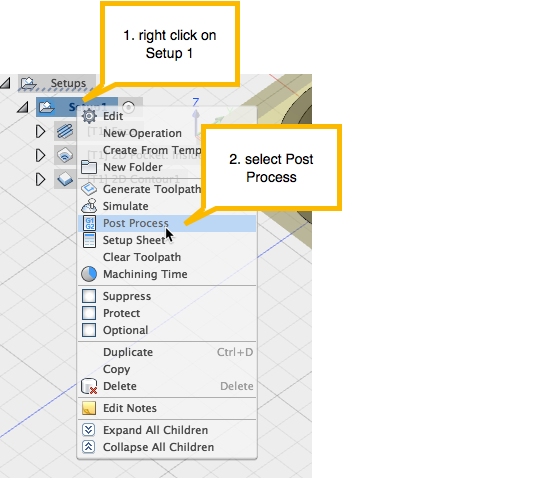
Right-click on Setup1 and select Generate Toolpaths.
All three toolpaths — Facing , 2D Pocket, and 2D Contour — will now be recalculated and displayed around your model. The red exclamation points should disappear.
Step 6: Post-process your toolpaths.
Now that we’ve generated the toolpaths in Fusion, we need to output them in a form that we can import into the software. We’ll use the Bantam Tools Desktop PCB Milling Machine post-processor that’s built into Fusion. A post-processor takes generic toolpaths and adjusts them to fit the specific machine you'll use to mill your part. You could take your toolpaths and modify them for milling with an industrial-sized machine or with the Bantam Tools Desktop PCB Milling Machine. The post-processor is the list of modifications that need to be made for each machine.
Right-click on Setup1 again, and select Post Process. In this step, the post-processor takes all three toolpaths and turns them into one G-code file that'll work on the Bantam Tools Desktop PCB Milling Machine. We'll save this G-code file onto our computer desktop and then bring it into the software that runs the Bantam Tools Desktop PCB Milling Machine.
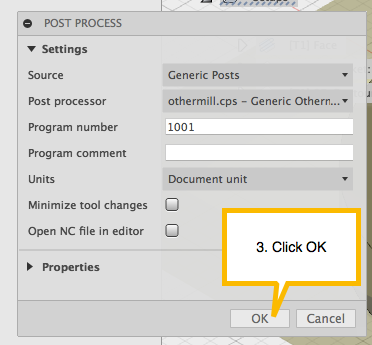
The Post Process window will appear. Click OK.
Change the file name and save the file.

Now we've imported the .f3d file, adjusted the dimensions to fit our finger dimensions, updated the toolpaths, and generated the G-code file. The next step is getting the machine ready to cut your ring!
Step 7: Set up your material.
Plug the USB cable into the back of the machine and into the USB port on your computer. Turn on the machine.
The first thing our software will do is prompt you to home the machine. Homing the machine means the moving parts, called the carriages, will go to their starting point, or origin. Homing the machine moves all the carriages to their origin and tells the software where the parts of the machine are located in space. Without homing, the software wouldn’t know where the parts of the mill are located, and therefore, it wouldn’t be able to start milling.
Now we'll get our software set up to mill the G-code. Here's how.
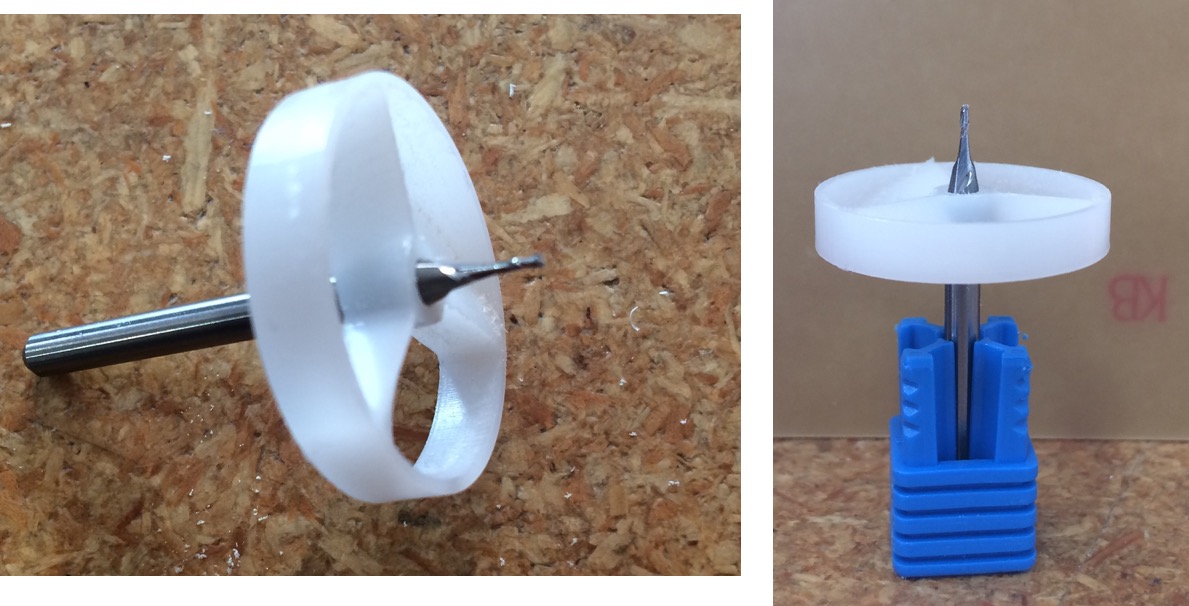
First we'll put a bit fan on our 1/8" flat end mill, also referred to as a tool. Be careful not to cut your fingers when putting on the bit fan. We suggest putting the dull end of the fan on the table and holding the fan by the blades, with some distance away from the sharp part of the end mill. Then slide the bit fan over the sharp end of the end mill. The bit fan should look like this on your end mill.
 The bit fan is required because it helps clear the aluminum chips while the mill is cutting, clearing out space for the end mill to cut. If the chips aren't cleared, the tool will continually run into the chips, causing the mill to have to work harder. Plus, the tool might get dulled or jam into the material, and the finish on our ring likely won’t be as nice. With the bit fan, tools stay sharper longer, the mill has an easier time, and the finish is superior.
The bit fan is required because it helps clear the aluminum chips while the mill is cutting, clearing out space for the end mill to cut. If the chips aren't cleared, the tool will continually run into the chips, causing the mill to have to work harder. Plus, the tool might get dulled or jam into the material, and the finish on our ring likely won’t be as nice. With the bit fan, tools stay sharper longer, the mill has an easier time, and the finish is superior.
Now that the bit fan is on the tool, insert the tool into the mill. If you haven’t done this before, refer to the Inserting and Locating a Tool Guide.
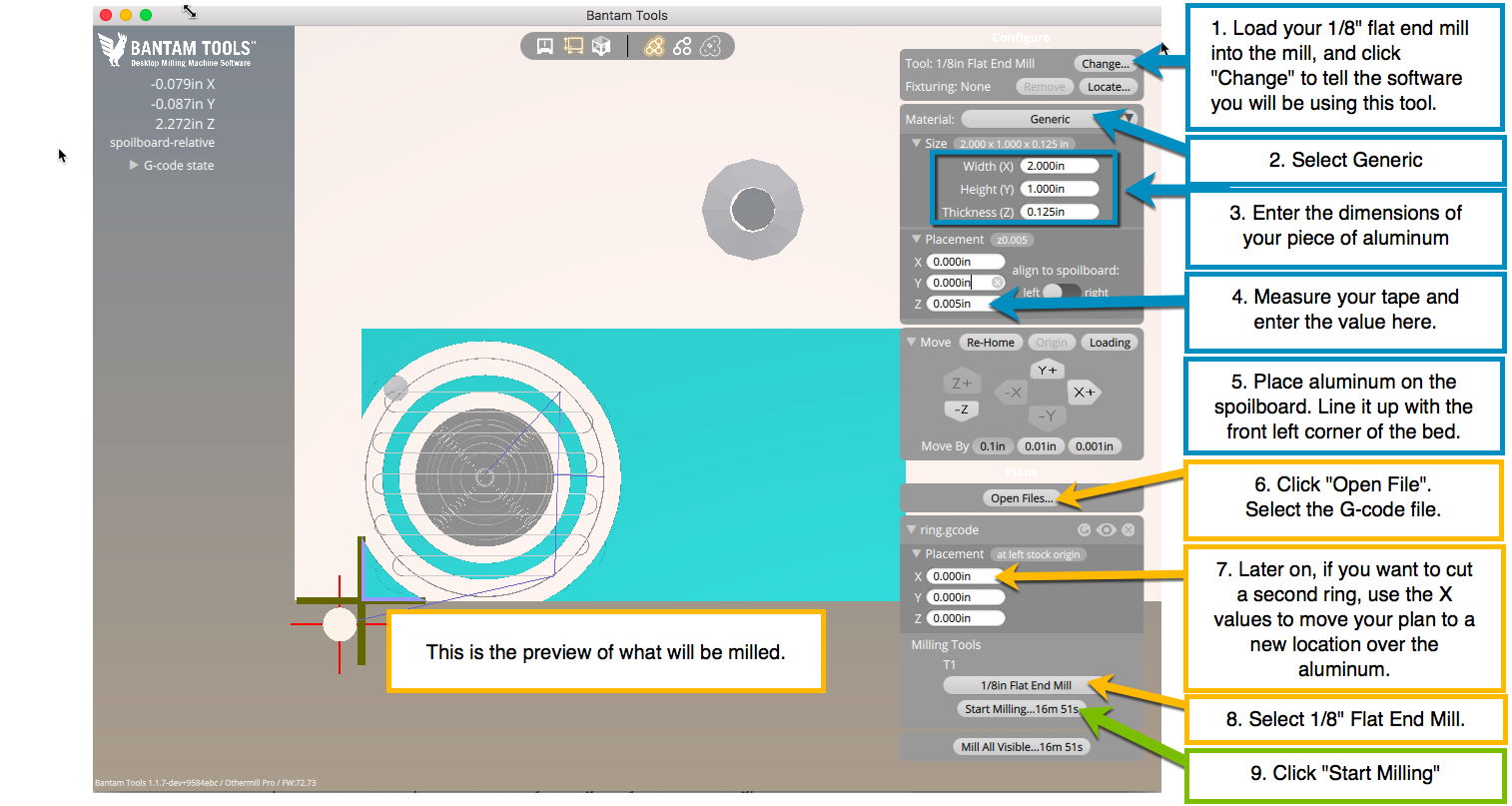
Now we'll set up our file in the software. We'll explain each step in detail, and at the bottom is an image that summarizes all the steps.
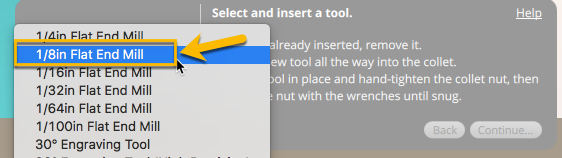
Open the software that runs the Bantam Tools Desktop PCB Milling Machine. Next to the Tool button, click the Change button.

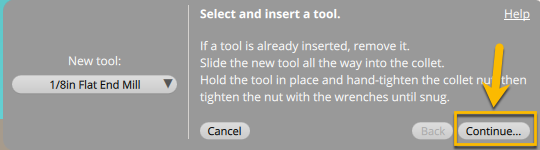
Then select “1/8in Flat End Mill”.
Click Continue.
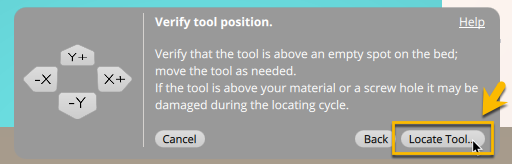
Look inside the Bantam Tools Desktop PCB Milling Machine and make sure that the tool is above an empty spot on the bed. If it is, click Locate Tool.
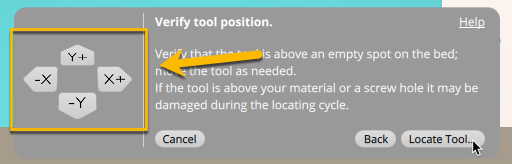
If the tool is not over an empty spot on the bed, then use the Y+, -Y, -X, X+ buttons to move the tool until it's over an empty spot. Then click Locate Tool.
After you click Locate Tool, the tool will lower until it touches the spoilboard, pause, then retract upwards. Now the tool has been located, and the software knows where the end mill is located in space.
Next, enter these values for the Material Size:
- Width (X): 2.00”
- Height (Y): 4.00”
- Thickness (Z): 0.125”
We don’t have to measure these values with digital calipers because we created toolpaths that will start above our stock, even if you happen to have a piece of aluminum with a thickness slightly greater than 0.125”, say 0.128”. However, depending on how you do your CAD and CAM in the future, you might need to measure your material with digital calipers and enter those values here.
You’ll be using double-sided tape to attach the aluminum to the spoilboard of your machine. Use digital calipers to measure the thickness (Z) of the tape. Enter this measurement as the value for Material Placement (Z). Our tape was 0.005” thick.
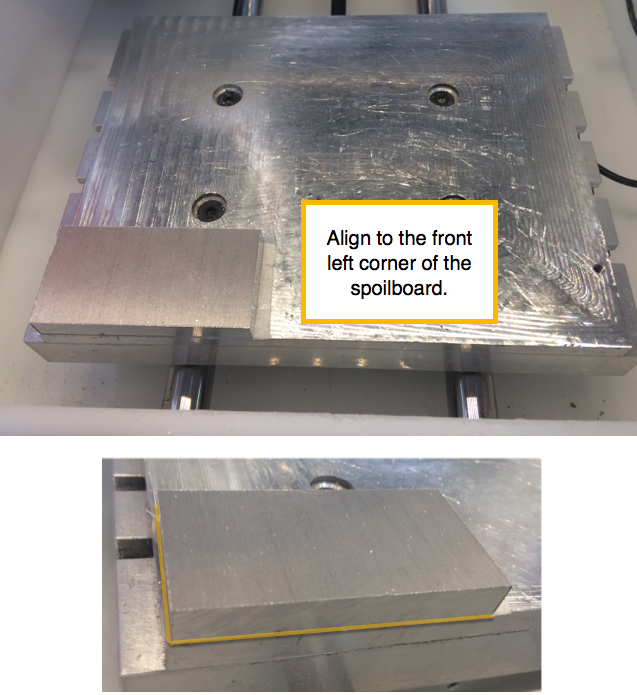
In this next step, we'll attach our aluminum to the spoil board using high-strength double-sided tape. Apply strips of tape to the aluminum, covering as much surface area as you can. Be careful not to let the tape overlap or wrinkle. Then remove the tape backing.

Next, we’ll place the aluminum on the spoilboard. Line up the aluminum with the bottom left corner of the spoilboard. Firmly press your stock onto the spoilboard.
Click the Open button, and select the G-code file we made earlier. Then select the 1/8" flat end mill from the drop-down menu.
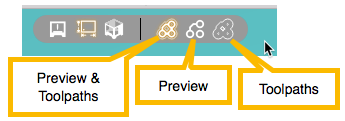
Now take a look at the preview to make sure everything looks okay. Our software rendering shows you everything that'll be milled. You can choose to view Preview and Toolpaths together, Preview alone, or Toolpaths alone.
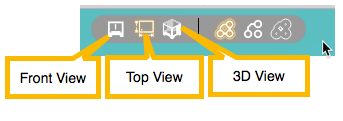
You can also select front view, top view or 3D view.
The image below shows what your completed setup should look like. Check each setting and make sure this image matches what your milling software screen looks like.
 That’s it! Your file is now set up and ready to be milled! Click the Start Milling button and watch the mill make your ring!
That’s it! Your file is now set up and ready to be milled! Click the Start Milling button and watch the mill make your ring!
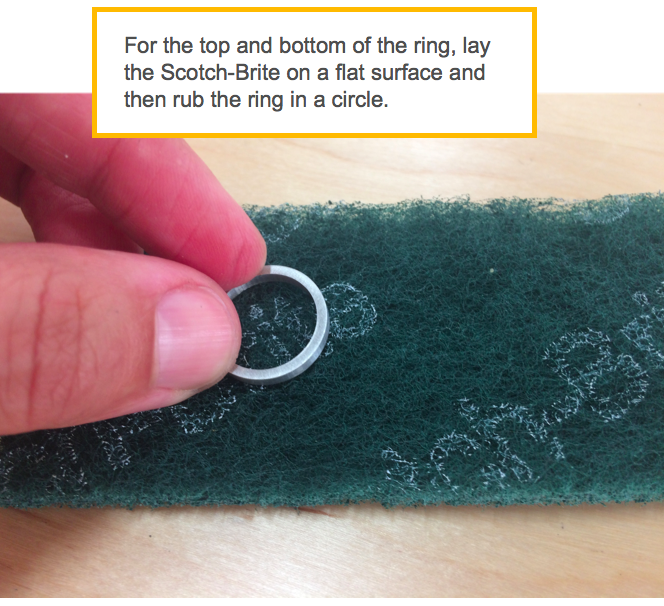
Step 8: Hand-finish the ring.
Once your ring is done being milled, clean off the debris, also called swarf, and then hand-finish it with a scouring pad. For the top and bottom of the ring, lay the Scotch-Brite on a flat surface and then rub the ring in a circle on top of it.
 Congrats! You just made your own jewelry with the Bantam Tools Desktop PCB Milling Machine. Wear it proudly and know that you’re part of a revolution to make high-quality manufacturing available to everyone.
Congrats! You just made your own jewelry with the Bantam Tools Desktop PCB Milling Machine. Wear it proudly and know that you’re part of a revolution to make high-quality manufacturing available to everyone.

If you have any questions, don’t hesitate to contact us at support@bantamtools.com. We’re here to help. And if you do make a ring, be sure to share it with us. We’d love to see it!