Difficulty Level
In this CNC project, you’ll use the Bantam Tools Desktop CNC Milling Machine to make this gorgeous aluminum and brass key organizer. This project is perfect if you’re looking to machine more 3D surfacing projects and take advantage of your CNC machine’s multi-material capabilities.
You’ll learn how to:
- Install the removable spoilboard
- Mount stock using a rigid glue and fixturing technique
- Import 3D models from McMaster-Carr into Fusion 360
- Post-process techniques to customize your parts
Tools
- Bantam Tools Desktop CNC Milling Machine
- Computer with Bantam Tools Desktop Milling Machine Software installed
- Fusion 360
- Probing pin, 1/4”
- Flat end mill, 1/8”
- Flat end mill, Datron single-flute, 6 mm
- Ball end mill, Datron, 6 mm
- ER-11 collet, 1/8”
- ER-11 collet, 6 mm
- Bantam Tools Desktop CNC Spoilboard
- High-strength masking tape
- Super glue
- Parallels
- Scraper
- Isopropyl alcohol, 91%
- Swiss file (optional)
- andpaper, ultra-fine-grit (optional)
- Disposable gloves (optional)
- Penny
Materials
- Aluminum stock, 4” x 4”x 0.25”
- Brass stock, 4” x 4” x 0.25”
- Brass low-profile binding barrel and screw (2)
- Stacked wave disc spring
Files
- Aluminum-Brass-Key-Organizer.f3d file downloaded
A Note Before You Start Milling
The Fusion 360 project files we provide are programmed specifically for the tooling and materials listed above. If you don’t have these end mills or stock, you will need to adjust the speeds and feeds parameters for the tooling and stock you're planning to use before you post-process your G-code files and set them up in the Bantam Tools Milling Machine Software. For more insight into programming toolpaths in Fusion 360, see our Fusion 360 Workflows: Programming CAM support guide.
Step 1: Generate your G-code files.
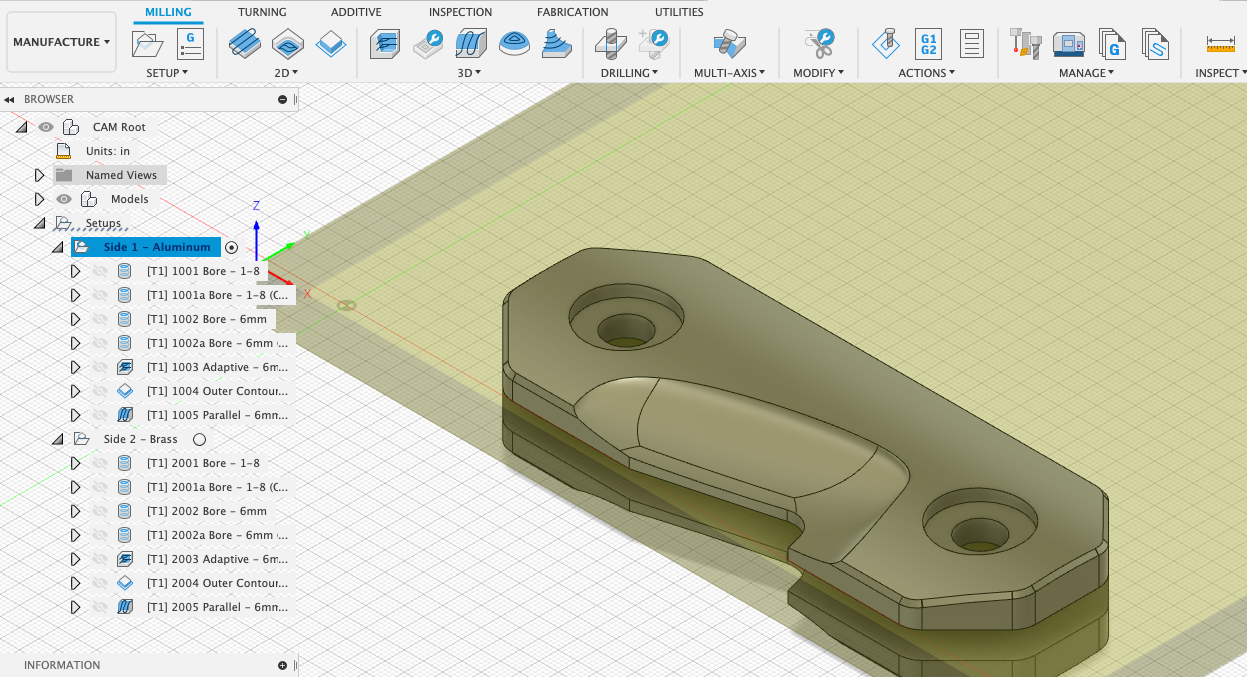
Launch Fusion 360 and load the .f3d file you downloaded by clicking File > Open > Open from my computer. Your screen will look like this once the model loads:
Follow these steps to generate your G-code:
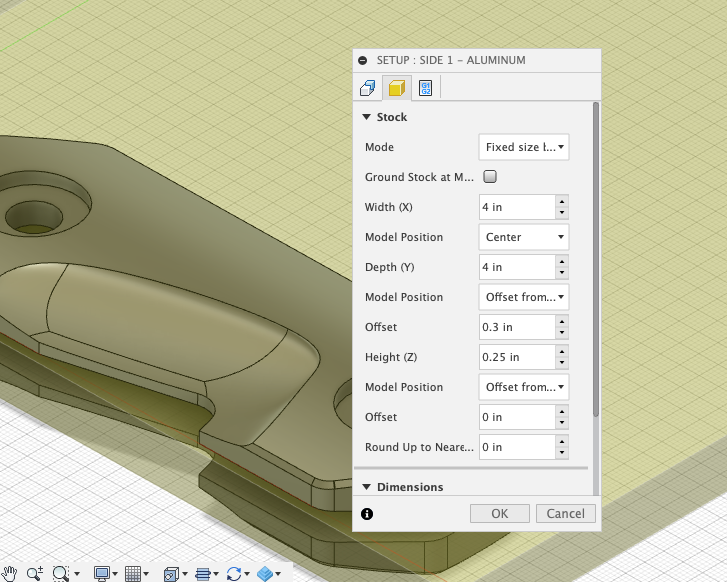
- Right-click on the Setup 1 folder.
- Using digital calipers, measure the X, Y, and Z dimensions of your aluminum stock.
- Enter those X, Y, and Z values into the Stock tab in the Setup pop-up window.
- When you’re finished, click OK.
- Repeat this process for Setup 2.
Once you’ve adjusted Setup 1 and Setup 2, hit Command + G to re-generate each of the CAM toolpaths. Then, post-process each toolpath to create your G-code files. Remember to select your local “Bantam Tools / bantam tools” in the Enter the rest of the information as needed, and click OK to generate your G-code.
Note: If this is your first time post-processing G-code files in Fusion 360, you’ll need to download and install the Bantam Tools CAM post processor. See our Fusion 360 Workflows: Bantam Tools CAM Fusion 360 Post Processor support guide for more info.
Fusion Tip: Importing 3D Models from McMaster-Carr
Before we go any further, we wanted to take a minute to show you an awesome feature in Fusion 360 that can help you save time when modeling your CAD. After prototyping a few different iterations, we found that we wanted to use a specific type of fastener from McMaster for our key organizer.

One of the cool things about Fusion 360 is that you can directly access 3D models of parts from McMaster-Carr and drop them right into your Design workspace. Utilizing the McMaster-Carr integration with Fusion 360 can help you cut down on prototyping time because you’ll have the exact measurements of common off-the-shelf parts.
To learn more about how to insert McMaster-Carr parts into your Fusion 360 CAD models, check out this brief Autodesk support guide!
Step 2: Import and set up your G-code files in the Bantam Tools software.
Open the Bantam Tools Milling Machine software and connect it to your Bantam Tools Desktop CNC Milling Machine. Home the machine when prompted, and then navigate to the Initial Setup tab. Then click Import and select the G-code files for Setup 1 (the aluminum side) one by one.
Note: Make sure to import your files in the same order as they are in Setup 1 in Fusion because this impacts the order in which they’ll be machined.
Once you’ve imported each of your files, you’ll need to select the appropriate tooling for each file. Here’s the list of files and corresponding tools:
- 1001 Bore – 1/8” flat end mill
- 1001a Bore – 1/8” flat end mill
- 1002 Bore – Datron 6 mm single-flute
- 1003 Adaptive – Datron 6 mm single-flute
- 1004 Outer Contour – Datron 6 mm single-flute
- 1005 Parallel Pass – Datron 6 mm ball end mill
Step 3: Prep and fixture your stock.
Go to the Material Setup tab and enter the dimensions of your stock into the X, Y, and Z values under the Material Size dropdown menu.
Now let’s install the removable spoilboard.
- Remove the tall alignment bracket, toe clamps, and stock so you can access the screws (For more details, check out our bracket alignment guide.)
- Remove the six screws holding the T-slot bed to the carriage.
- Place the spoilboard. Two pegs help align it.
- Replace the six screws and loosely thread them.
- Then tighten the screws, alternating back and forth between the sides.
Make sure the spoilboard is free of dust, swarf, glue, or anything else that might prevent the tape from sticking or the material from laying flat. We recommend cleaning it with 91% isopropyl alcohol and a lint-free wipe.
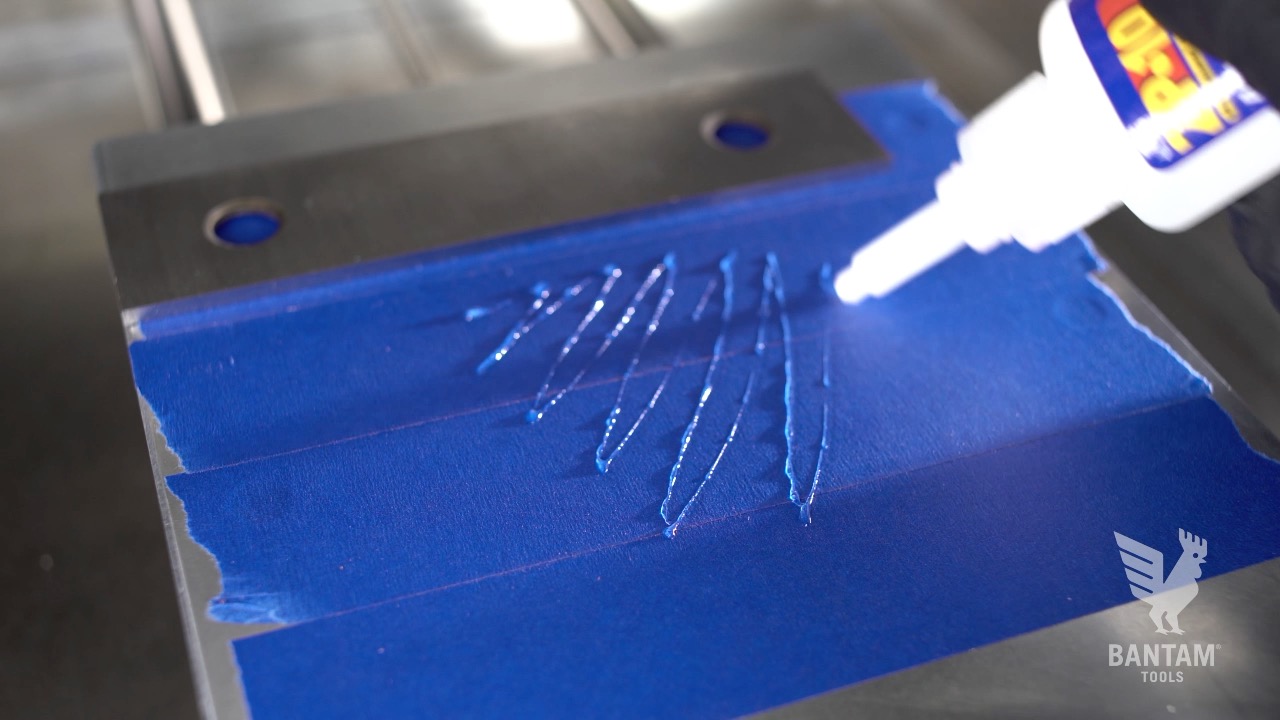
Okay, time to break out the superglue and the high-strength masking tape. You may be wondering: Why can’t I just use double-sided Nitto tape? You’re right, high-strength, double-sided Nitto tape is strong, but this glue and tape fixturing technique is even stronger! And in order to achieve a superior surface finish, you want to make sure that your workholding is strong.
To fixture your stock to the spoilboard, complete the steps outlined below. If you have disposable gloves, put them on before you start.
1. Place multiple strips of tape side-by-side (not overlapping or wrinkling) across the back of your material, rubbing it in place to make sure it’s fully adhered to the material. Remove the adhesive backing if you’re using high-strength double-sided tape.
2. Place multiple strips of tape side-by-side onto the spoilboard without overlapping them.
3. Squeeze a thin layer of super glue as evenly as possible onto the tape you’ve placed on the backside of the stock put on the spoilboard.
4. Take one of your parallels and place it so that it’s up against the corner of the low-profile PCB bracket.
5. While holding the parallel with one hand, place your stock onto the spoilboard so that it’s using the parallel as a backstop. Be sure to really press down on the stock so that it sits flush to the spoilboard.
Step 4: Locate your material.
Go to the Jog menu, click Install Tool, and select 1/4” Diameter Probe. Then, insert the 1/4”-diameter probe into the Bantam Tools Desktop CNC Milling Machine. When you’re finished, follow the on-screen prompts to perform a tool touch-off.
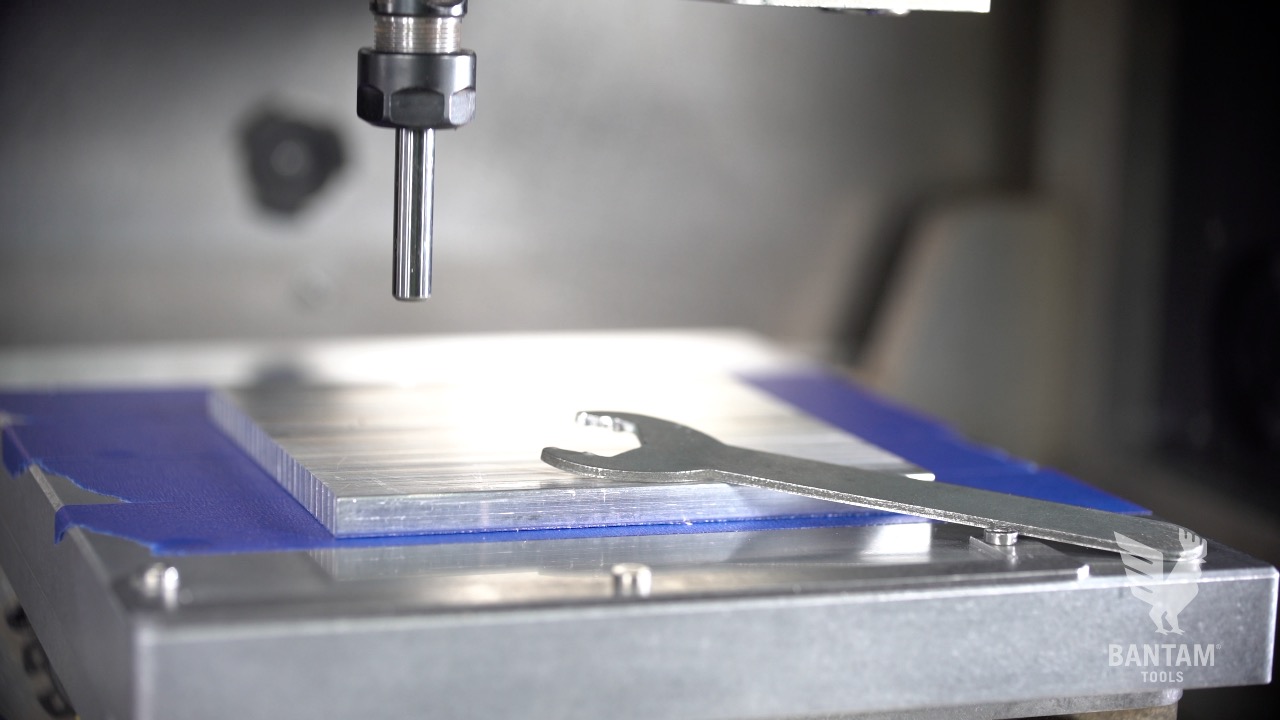
Next, go to the Material Placement dropdown menu, click the Material Offset Probing Routines button, and launch the Automatic Stock Probing routine. Follow the prompts and then carefully lay the wrench that came with the machine across the piece so that it’s touching the aluminum bed, as shown below. This is a trick to close the conductive loop between our stock and the T-slot bed when you’re using high-strength masking tape.
Note: Because our work coordinate system (WCS) in Fusion 360 is aligned to the top, front, left stock box point, you’ll only need to run the Automatic Stock Probing routine (instead of both the Automatic Stock and Conductive Stock Probing routine), since your plan automatically aligns with the top, left edge of the stock.
Step 5: Install the 1/8” collet and 1/8” flat end mill.
Now that you’ve fixtured and located your material, go to the Jog tab and click the Install Tool button once again. This time, select the 1/8” Flat End Mill. Remove the 1/4” probe and the ER-11 1/4” collet from the spindle by using the smaller wrench on the flat part of the spindle shaft to secure it in place while loosening the nut with the larger wrench.
Set the probe and collet aside (store them in your tool holder!) and then install the ER-11 1/8” collet and insert the 1/8” flat end mill. First, insert the collet into the collet nut. It might wiggle a little, but putting it on the tool holder will pop it into place. You might also notice the inside of the collet has an offset. This is part of the collet’s design.
With the collet in place, thread the collet nut back onto the tool holder by hand. Tighten by two or three turns, holding the tool holder in place with the small wrench, if necessary. Do not fully tighten the nut without a tool inserted.
Note: If you need more guidance on installing a collet and/or end mill, see our Installing & Locating a Tool support guide for more details.
Step 6: Machine the aluminum side of your key organizer.
You’re ready to start machining! Go to the Summary tab and confirm your job setup. When you’re satisfied, select Mill All. By clicking Mill All, you’re telling the Bantam Tools software that you want to machine all the files you’ve set up. As a result, when it comes time to machine a file that requires a different tool, the Bantam Tools software will pause your job and prompt you to change your tool.
When you’re prompted to install the Datron 6 mm single-flute, use the same instructions outlined in Step 5 to install the ER-11 6 mm collet to install your tool. When it’s time to swap in your Datron 6 mm ball end mill, you’ll need to install and locate your tool again.
Step 7: Remove your part from the Desktop CNC Milling Machine, clean, and repeat.
After your job is finished, squirt some 91% isopropyl alcohol around the edges of your part and your stock. Let it sit for a minute and then use a scraper to gently remove your part from the machine.
Vacuum out your Desktop CNC Milling Machine and peel the tape off your spoilboard. Wipe the spoilboard down with 91% isopropyl alcohol to make sure there’s no excess glue or adhesive sticking to it.
Nice work! One side down, one to go! To machine the brass side of your key organizer, repeat Steps 2 through 7.
Step 8 (Optional): Post-process your parts.
If you’re up for it, let’s add another custom touch to your key organizer. Using a Swiss file and ultra fine-grit sandpaper, you can add a unique finish to your part. To add a more tumbled surface finish, lightly rub the ultra-fine-grit sandpaper against the aluminum and brass sides until you achieve the desired finish. Then, use your Swiss file to clean up the edges. Again, file the edges gently until you get the finish you want.
Step 9: Assemble your key organizer.
Time to put this beautiful everyday carry tool together. Grab the fasteners, the aluminum and brass sides, and the keys you want the tool to hold. To assemble your key organizer, complete the following steps:
- Take either side of the key organizers and insert a fastener into each hole.
- To hold the fasteners in place, we recommend laying it against a flat surface.
- Next, put your keys onto the holder.
- Slide the spring onto the fastener that's not holding the keys.
- Place the other side of the key organizer on top of the keys and the spring.
- Take the other two fasteners and press them into place and use a penny to tighten them.

Success! Now you have another sleek and handy tool to carry with you, wherever you go.
