In this guide, we take a closer look at machining engravings using the Bantam Tools Desktop CNC Milling Machine. Whether you’re customizing a finished part or making beautiful artwork, engravings are fun and accessible on your desktop CNC machine. You can engrave on metals, engineering plastics, woods, and more!
Note: While we'll be focusing on engraving workflows with the Bantam Tools Desktop CNC Milling Machine, these workflows can be applied to any Bantam Tools Milling Machine.
This overview covers:
- Engraving using the built-in SVG support in the Bantam Tools software
- Engraving on curved surfaces using the Project toolpath in Fusion 360
- Tool geometry considerations when engraving
- Setting Z heights using the Bantam Tools software’s automated probing routines
Setting Up Your Job for Optimal Results
When it comes to machining engravings, having an accurate Z height measurement is essential. You’ll want to make sure the stock itself––or at least the location of the engraving––is completely flat, so there won’t be any variation in the engraving depths.
Before you fixture your stock to the bed, make sure your T-slot bed is clean. Wipe down the machine bed using lint-free wipes, and be sure to vacuum any chips from previous machining operations to ensure that you’re fixturing your stock or finished part on a flat surface.
When engraving with conductive materials, we recommend using our Automatic Stock Location routine to locate your stock and set your Z height. First, install and locate your 1/4” or 1/8” diameter probe. Then, go to the Material Setup tab > click the Material Placement dropdown menu > click the Material Offset Probing Routines button > select Automatic Stock Location.
Click Next and follow the prompts. When you’re finished, the SVG’s plan height will automatically snap to the top stock position. If you’d like to adjust the placement of your plan on your stock or a part, go to the Plan Setup tab, click the Plan Offset Probing Routines, and select the Conductive Stock Probing (if you’re machining conductive material).
To ensure your Z height is level across the entire stock, we also recommend facing your stock before you start engraving, if possible.
Engraving Using the Bantam Tools Software’s SVG Support
Let’s first look at machining engravings using the built-in SVG support in the Bantam Tools software. Our software can interpret SVG files in classic and advanced SVG handling. Classic SVG handling reads fills as engravings and reads strokes as cutouts. Advanced SVG handling allows you to do multiple cutout operations in one file using color coding.
In the Initial Setup tab, load your SVG file into the Bantam Tools software. Then, under the Milling Tools dropdown menu, select the tool you wish to use. With this one simple step, all of the toolpaths are automatically created and the speeds and feeds defined for this design. This is because the Bantam Tools software combines the resulting shape with the tools you’ve selected, as well as the scaling, placement, and any other settings you specify.
If you’re using a specialty tool not found in our Tool Library, you can add the geometry and speeds and feeds you wish to run. To access the Tool Library, either go to Settings > Custom Tool Library, or click Control + T on Windows or Command + T on Mac.
Engraving Depth
Usually engraving bits have a fine-point diameter and taper out at various angles. The taper angle you use will provide a greater resolution in the engraving, but the trade-off is the strength of the tool. Understanding the kind of tooling your design calls for will help you determine an appropriate engraving depth for your design.

Engraving depths are configured in the Initial Setup tab. Usually, we’ll engrave anywhere from 0.002 to 0.010” in metal. In the example below, we engraved a piece of brass 360 using our 80º metal engraving bit to give you a better idea of what each depth looks like.
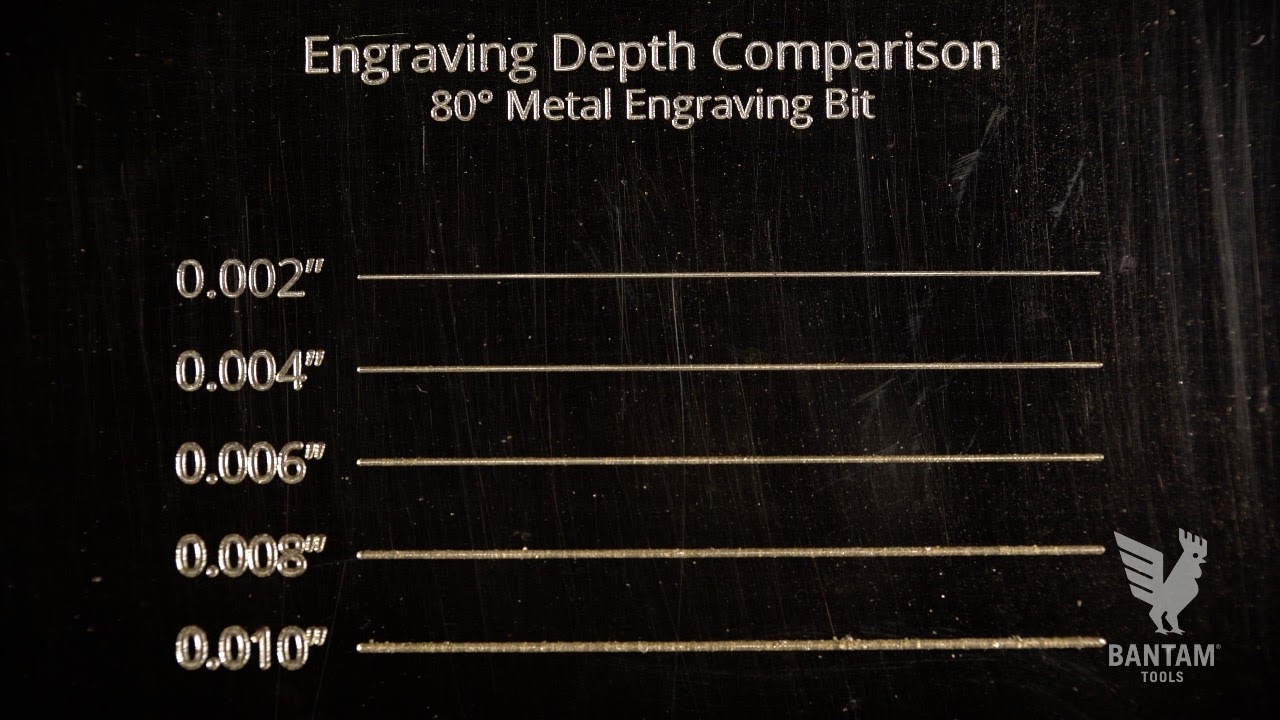
Due to the 80º metal engraving bit’s V-shaped geometry, the deeper we machined, the wider our text became, which leads us to another important design consideration: engraving width.
Engraving Width
Another factor to consider when designing your engraving is the size of your text. You can engrave using a text outline or fill. Any object in an SVG file with a border or fill will be machined. We refer to the inside shapes as fills and the outside shapes as strokes. The Bantam Tools software looks at strokes and fills to determine the inside and outside of shapes in a design.
In the example below, as the text got smaller, we swapped out our 80º metal engraving bit and exchanged it for a Harvey Tool 60º pyramid engraver because the tool’s geometry allowed us to engrave much smaller text.
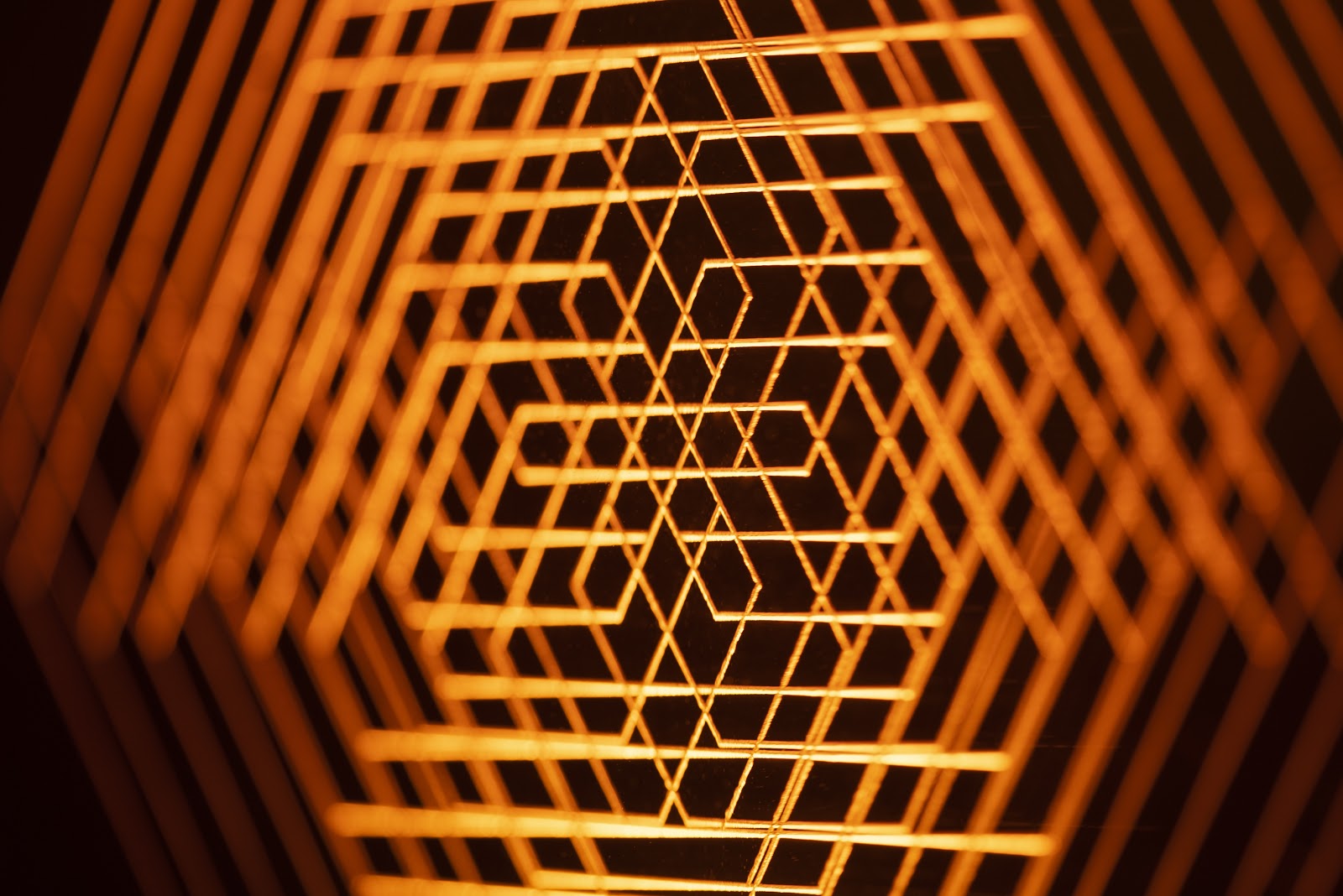
Engraving Nonconductive Materials
We love machining decorative engravings with our desktop CNC machines. And when you’re working with nonconductive materials like acrylic, you can create some stellar effects—especially when you introduce things like edge lighting. For this design, we used the Harvey Tool 60º pyramid engraver once again. However, our setup process was slightly different in the Bantam Tools software.
When working with nonconductive materials, you’ll want to use the Manual Stock Probing routine to locate your material and set your Z height. To launch this routine, go to the Material Setup tab > click the Material Placement dropdown menu > Material Offset Probing > Manual Stock Location. After you’ve selected this routine, a window will pop up, prompting you to probe the X, Y, and Z axes.
- Use the jog wheel to move your tool over the front left corner of the stock. You can get close to the top surface, but keep the tip off of the stock. We’ll configure the height in the next step.
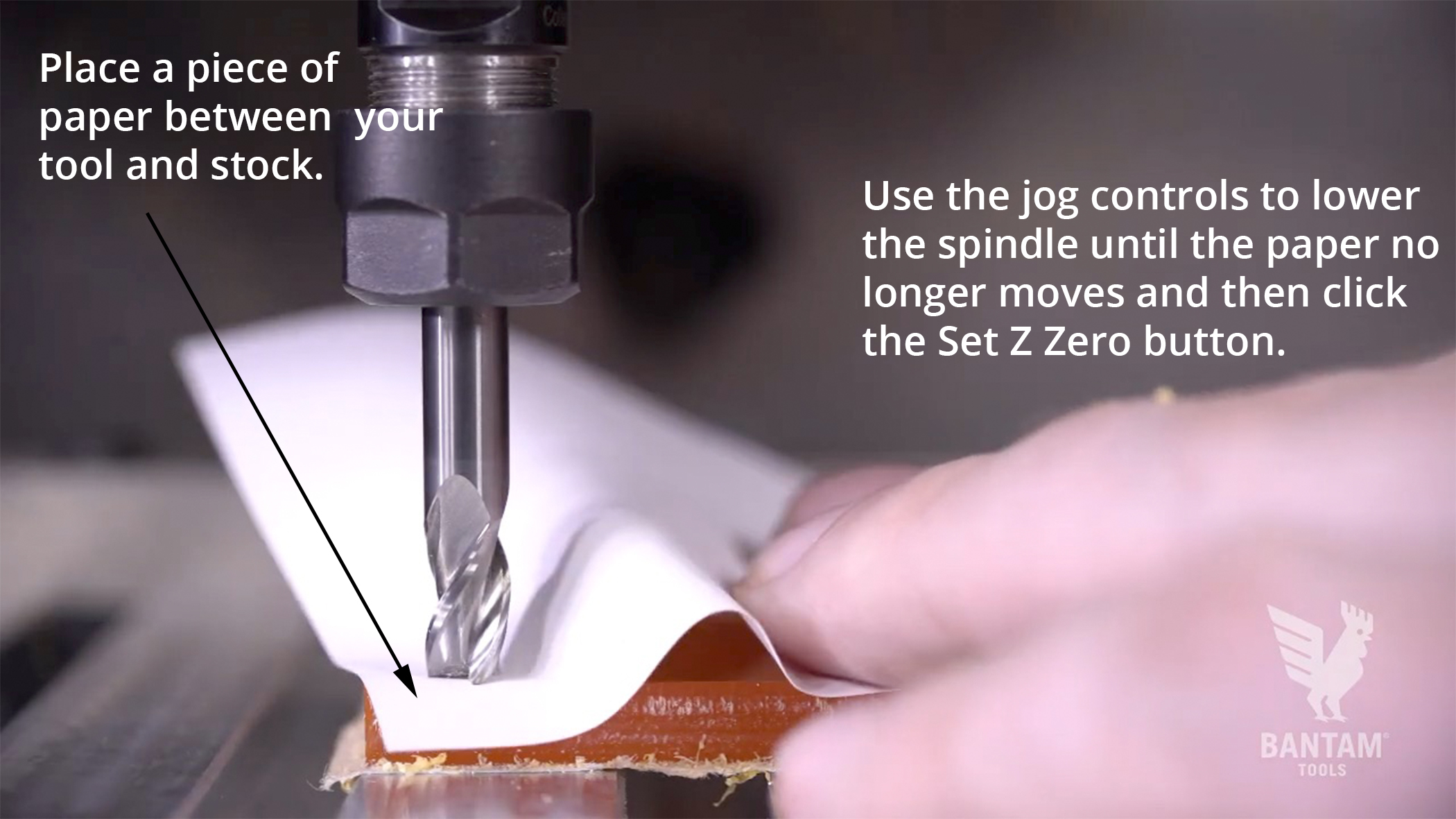
- Place a piece of paper on the stock, beneath your tool.
- Then, use the jog menu to lower the spindle in increments. When you can no longer wiggle the paper, click the Set Z Zero button.
- Select the Center radio buttons for the X and Y axes, and click Set X Zero and Set Y Zero, using the method in the previous step.
Engraving on 3D Surfaces
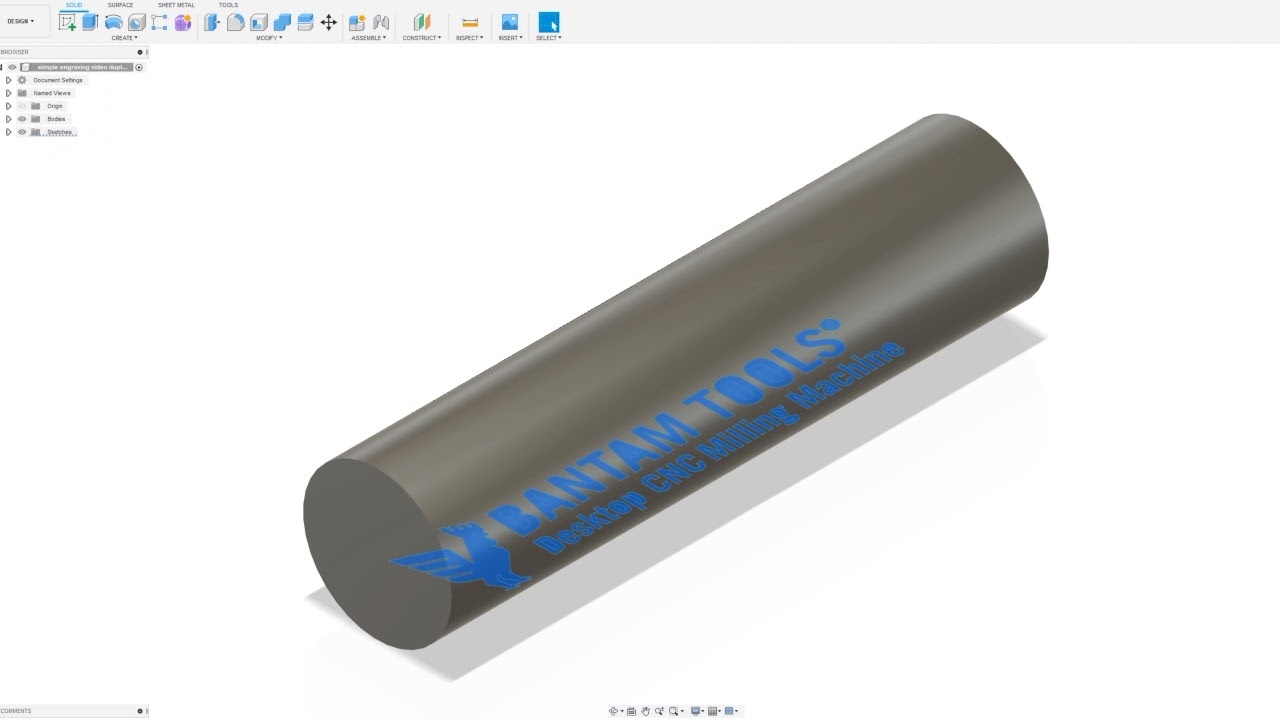
If you’re a Fusion 360 user, it’s also possible to engrave on a round surface—with a bit of setup! Let’s take this custom pen cap engraving as an example. When we visited product designer and machinist Ian Schon’s studio in Philadelphia, he gave us one of his gorgeous pens as a gift and tipped us off about the Project toolpath in Fusion 360.

To engrave on a round surface, we first modeled the round surface of the pen with the exact diameter of this pen cap in Fusion 360’s Design workspace. Then, we imported our custom SVG and aligned it centered on the pen body.
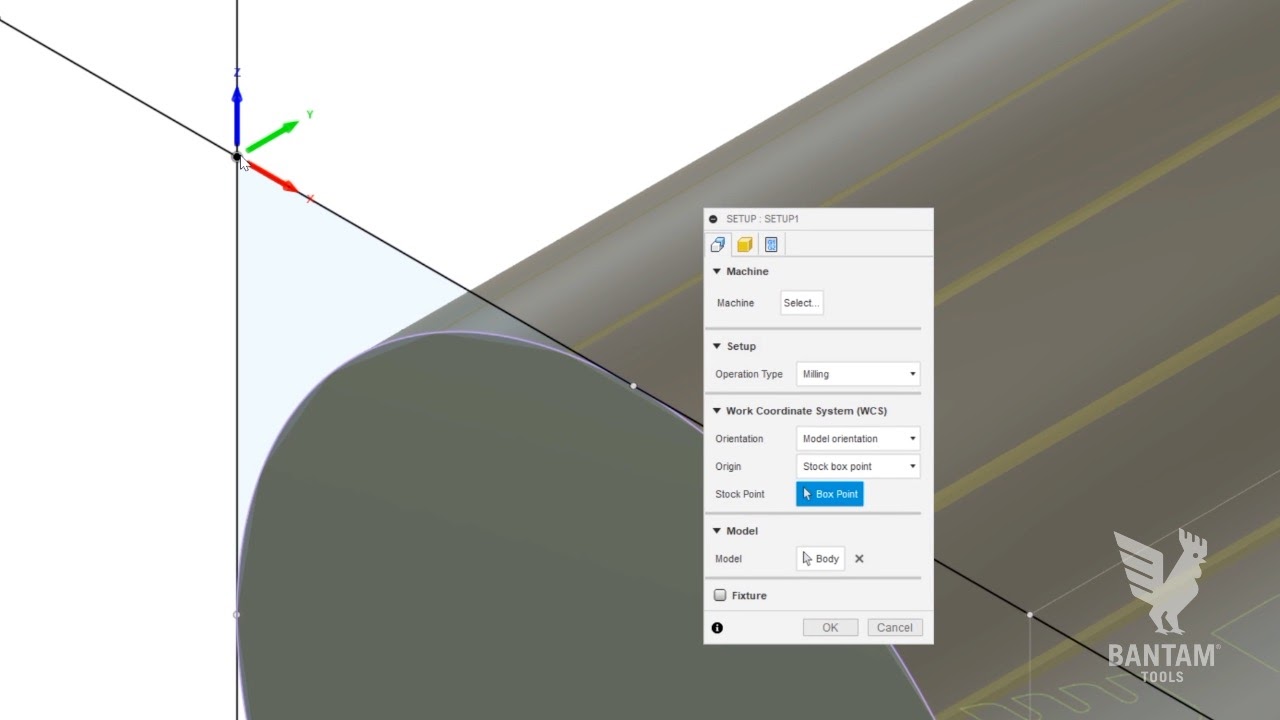
Next, we navigated to the Manufacturing workspace to program our CAM. We created a new Setup and set our work coordinate system (WCS) so that it was tangent to the top edge and side of the pen cap.
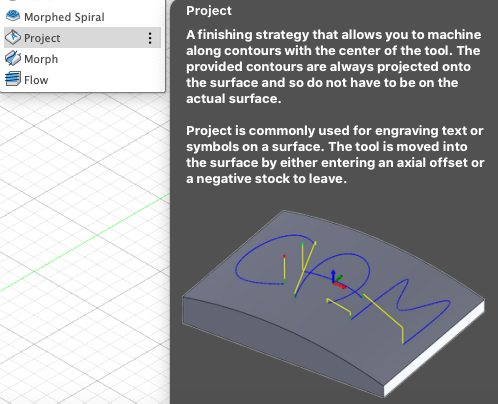
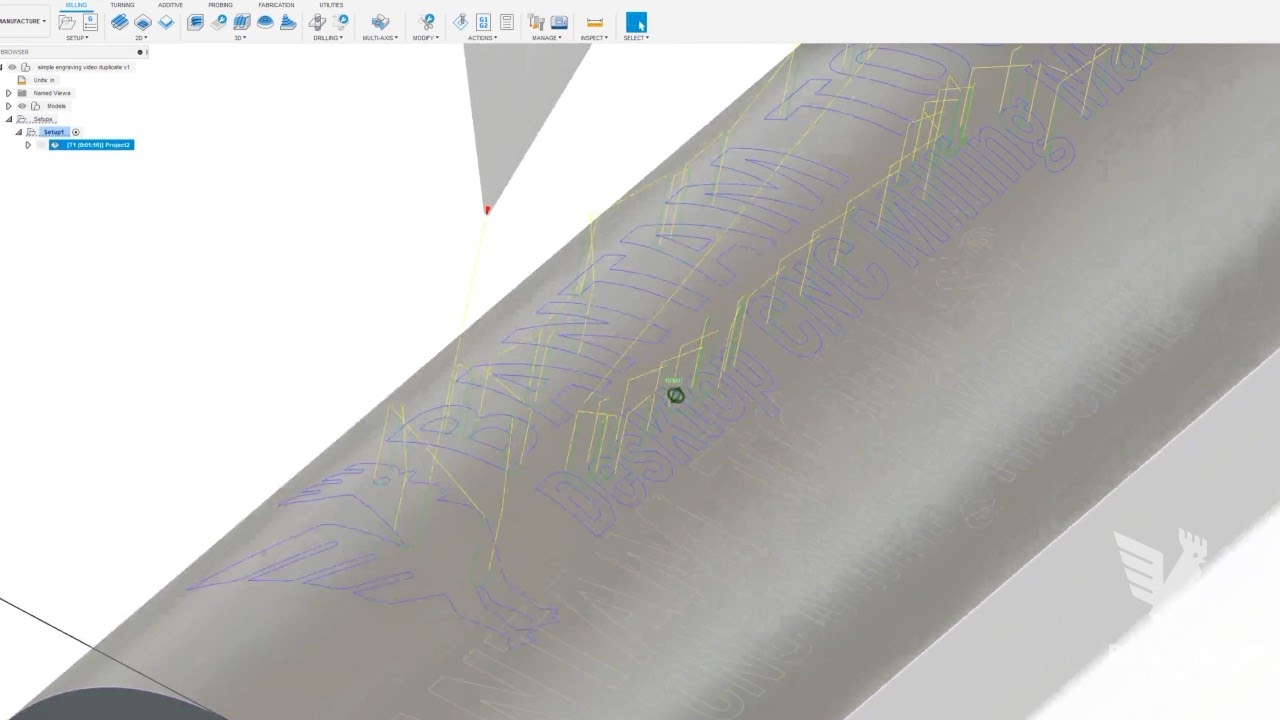
With our WCS set, we programmed a Project toolpath, which is one of the 3D toolpaths Fusion offers.
Once we generated our G-code file, we imported it into the Bantam Tools software, set up the file, fixtured the pen cap onto the Bantam Tools Desktop CNC Milling Machine, and probed the part using the Automatic Stock Location routine.
Note: See our Programming CAM guide for more details on programming CAM and exporting your toolpaths as G-code files.
But then we took one more step in our Bantam Tools software setup. In the Plan Setup tab, we clicked the Plan Placement Probing Routines button and selected the Conductive Stock Probing. Using the jog controls in the pop-up window, we probed and specified the Z height of our pen cap and the left side of the pen, to zero our X and Z locations.
And just like that, we were able to engrave on a curved surface!
We hope you picked up some new tricks in this overview and are eager to give them a try!