Before you can start machining using your Bantam Tools Desktop CNC Miling Machine, you’ll need to fixture your material to our Bantam Tools Desktop CNC T-slot bed. This is an essential part of every job setup and the methods and techniques you use will vary depending on the part you're machining.
Your Bantam Tools Desktop CNC Milling Machine comes with all the accessories you need to get started, including our Bantam Tools Desktop CNC T-slot bed, Toe Clamps, and pre-installed Right-Angle Alignment Bracket (L-bracket). Fixturing with the L-bracket and toe clamps offers extra rigidity and is easy to apply and remove.
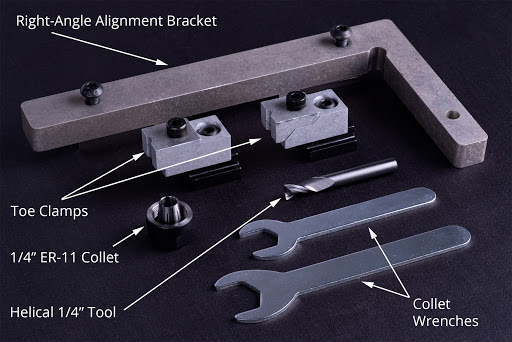
Note: The 1/4" probing pin that comes with the Desktop CNC Milling Machine is not shown here.
This guide shows you how to:
- Install the L-bracket.
- Install and use the toe clamps to fixture your stock in the Desktop CNC Milling Machine.
- Reverse the bracket in the machine and use it as a work offset in the Bantam Tools Milling Machine software.
- Use parallels.
- Fixture parts using double-sided tape.
Installing the L-Bracket
The Bantam Tools Desktop CNC L-bracket has two intended purposes and positions (rear and forward).
In the rear position, aligned to the back of the milling bed, the L-bracket serves as a backstop for clamping materials. In this position, you can locate your materials using automated conductive probing routines or manual probing routines when working with non-conductive stock. To learn more about these routines, see our Material & Plan Placement Probing Routines support guide.
In the forward position, aligned to the front left corner of the bed, the L-bracket can be located by the built-in L-Bracket Location probing routine and can serve as both fixturing and a known point to offset your material from.

It's important to note that the L-bracket has been installed in the machine at our factory before shipping and is precisely aligned and squared to the Bantam Tools Desktop CNC T-slot Bed in the rear position. If you’re just getting started with your machine, feel free to leave the L-bracket in place and check out our Getting Started Projects to help you get comfortable with the Bantam Tools Desktop CNC Milling Machine.
However, if your job calls for moving the L-bracket to the forward location on the Desktop CNC T-slot Bed, you’ll need to install the bracket in the new location and locate it in the Bantam Tools Milling Machine Software. Here’s how.
Step 1: Install the L-bracket.
The L-bracket is made up of three components: the L-shaped bracket, bolts, and T-slot nuts. The T-slot nuts are the parts of the bracket that slide into the T-slots of the machining bed.
Insert the T-slot nuts into the T-slot and slide the bracket into the desired position on the bed.
When you have it in the desired position, screw the bolts into place using the hex key. Tighten each until snug, making sure the front and left sides of the bracket are flush with the front and left sides of the Bantam Tools Desktop CNC T-slot Bed.
For precise multi-sided operations, it’s important to make sure your bracket is squarely aligned in the machine. Be sure to check that the bracket is flush with the front of the bed. If you need extra precision, we recommend using a Dial Test Indicator to ensure the bracket is square in the machine. You can learn more about this process in our L-Bracket Realignment guide.
Step 2: Locate the L-bracket in the Bantam Tools software.
To locate the L-bracket before you fixture your stock to the Bantam Tools Desktop CNC T-slot Bed, launch the Bantam Tools Desktop Milling Machine Software, and install your 1/4” probe.
In the Initial Setup tab, go to the Brackets dropdown menu and selet Locate L-bracket. Follow the prompts to locate the bracket. For more guidance, see our Bracket Location Probing Routine guide.
Once the bracket is located, your material placement in the software will be relative to this bracket position. To remove the bracket in the software, click Remove in the Initial Setup tab.
Using the Toe Clamps
Toe clamps are used for quickly clamping material. Used together with the L-bracket, the clamps allow you to quickly load and remove material from the Desktop CNC Milling Machine. They provide a strong clamping action on the material by forcing the top clamp down a sloped surface on the bottom clamp, directly into the material.
Each toe clamp is made up of five components:
- Fixed side (backside of the toe clamp)
- Jaw side (front side of the toe clamp)
- Bolts (2)
- T-slot nut

Place your material against the L-bracket, using it as a backstop. Then loosen and slide each toe clamp into the appropriate T-slot until they’re up against the material. Which slots you choose to install the toe clamps into will depend mostly on the size of your material.
While pressing the toe clamp against the material, tighten down the fixed side of the toe clamp first. You’ll want to make sure the jaw side is loose when doing this. Notice how the jaw side of the clamp is higher than the bottom? That’s what you want!
Next, tighten the jaw side of the clamp, and with the backside fixed in place, the jaw side will clamp against your material. Repeat this process for each toe clamp you use to fixture the material.

Note: The T-slot nuts on the toe clamps don’t go all the way down to the bed. As a result, if you’re using stock that’s less than 1/8” thick, you’ll want to use either use parallels to lift it off the T-slot Bed or double-sided Nitto tape (more on both of these methods below).
How to Use Parallels
Parallels come in a variety of thicknesses and sizes. They can be stacked up to lift a workpiece off the Bantam Tools Desktop T-slot Bed, offset a workpiece from the L-bracket or toe clamps, or provide support for a workpiece that doesn’t have a flat profile.
This method of working with parallels is a little unconventional, but it’s nevertheless effective. In this case, we’re using the thickness of parallels to act as a shim to lift up our workpiece. They can also be used along their intended axis to offset a part from the toe clamp hardware and L-bracket as shown below in our knotting tool project.
To learn more about working with parallels in this way, see our Rope Knotting Tool getting started project.
Using Double-Sided Nitto Tape
Double-sided tape has adhesive on both sides. It bonds two surfaces together—in this case, your material and the bed of the Bantam Tools Desktop CNC Milling Machine. We recommend using high-strength, double-sided Nitto tape. This fixturing method is useful when you’re machining thinner pieces of plastic, wax, wood, or metal stock. While this fixturing method is not as rigid as using our L-bracket and toe clamp set, high-strength, double-sided tape is strong––so strong that you sometimes need isopropyl alcohol to release it!
How do I use double-sided tape?
1. Make sure the T-slot bed is free of dust, swarf, glue, or anything else that might prevent the tape from sticking or the material from laying flat. We recommend cleaning it with 91% isopropyl alcohol and a lint-free wipe.
2. Place multiple strips of tape side-by-side (not overlapping or wrinkling) across the back of your material, rubbing it in place to make sure it’s fully adhered to the material. Remove the adhesive backing if you’re using high-strength double-sided tape.
3. Align your material in the machine and press down firmly.
4. To account for the thickness of the tape, enter the tape thickness measurement in the software in the Material Placement (Z) field. High-strength double-sided tape tends to be about 0.006" to 0.007" thick.
5. Mill your project.
6. When you’re done milling, use isopropyl alcohol to release the high-strength double-sided tape. Have isopropyl alcohol handy if you’re using high-strength double-sided tape.
What kinds of materials is double-sided tape not good for?
Double-sided tape isn’t a good choice for materials that are taller than they are wide because they can tip over. The exception is materials that are very soft, such as machining wax, but there are still limits, which we estimate to be a height 1.5 times the width. For materials that are taller than they are wide, you’ll want to use the L-bracket and toe clamps to fixture your material onto the Desktop CNC Milling Machine’s T-slot bed.
Are there any problems I might encounter when using double-sided tape?
If your tool mills through the tape, the adhesive may stick to the tip of the tool, along with swarf. This reduces the cutting ability of the tool. You can fix this by wiping the tip with alcohol, which will dissolve the adhesive.
The other issue you may encounter is the material coming loose while you’re milling it. There are a few fixes for this:
- Wipe the bed with 91% isopropyl alcohol before fixturing your stock using tape. Allow the alcohol to completely evaporate before placing the material onto the bed.
- Cover as much surface area of the stock as possible with the double-sided tape. The strips of tape can be right next to each other. Just don't allow them to overlap, wrinkle, or pick up pieces of debris because this impacts your Z height.
- Reduce your feed rate.
- Reduce your pass depth.