After you’ve designed your CAD model, programmed your CAM, and generated your G-code files, it’s time to set them up in the Bantam Tools Milling Machine Software. If you haven’t designed your CAD model or programmed your CAM yet, see the following support guides for more guidance:
This guide gives a general overview of the workflow for setting up a G-code file in our Bantam Tools software. We’ll cover:
- Importing and setting up G-code files in the Bantam Tools software
- General workflow for setting up your machining job in the Bantam Tools software
- Installing and locating a tool
- Fixturing your stock to the T-slot bed
- Using the built-in automated probing routines
Before you begin, make sure you have the Bantam Tools software downloaded and installed on your computer. For more info about system requirements for our software, see the following guides:
Note: For this example, we'll be setting up a G-code file to be machined using the Bantam Tools Desktop CNC Milling Machine. If you're using a different Bantam Tools Milling Machine, the real-time preview in the Bantam Tools software will look different.
Step 1: Import your G-code files into the Bantam Tools Desktop Milling Machine Software.
Launch the Bantam Tools Milling Machine Software and home the Bantam Tools Milling Machinewhen prompted. Homing the machine tells the software where all the parts of the mill are. If you don’t home the mill, you won’t be able to accurately machine your parts.
Once the CNC machine is homed, navigate to the Initial Setup tab, click Open File, and select the G-code files you post-processed from Fusion 360. For this example, we’ll only be setting up one file. But you can load and set up multiple files in the Bantam Tools software at once.
After importing your G-code file, the Milling Tools dropdown menu will appear, prompting you to select the tool you’ll use to machine the file. When working with G-code files, the tool you select (see image below) helps create an accurate preview of your job. However, the speeds and feeds for that tool will be read directly from the G-code file––not from our built-in Custom Tool Library. This is an important distinction from working with SVG files.
Note: The gear icon in the Install Tool dropdown menu will bring you to the built-in Custom Tool Library, and the trashcan icon allows you to remove the tool you’ve selected.
Step 2: Install your probing tool.
Before you insert your end mill for the job into the Bantam Tools Milling Machine and locate it, you’ll want to locate your stock. To do so, use the 1/4”-diameter probe that comes with your CNC machine.
Follow these steps to install and locate the 1/4”-diameter probe:
- Go to the Jog controls menu and click the Install Tool button. The spindle will move to the center of the machine.
- Loosen the collet nut about halfway.
- Slide the tool (with 1/4” shank) into the collet all the way until it stops. Then back off ever so slightly.
- Use your fingers to tighten the collet nut with the tool inserted.
- Use the collet wrenches that come with the machine to tighten the tool until it’s snug, but be careful not to over-tighten it.
- Click Next, and the spindle will move to the default tool touch-off location at the front right corner of the bed. Confirm that nothing is blocking the tool, and then click Start.
Note: Refer to our Installing & Locating a Tool guide for further info.
Step 3: Fixture and locate your material.
Navigate to the Material Setup tab. Using a pair of digital calipers, confirm the dimensions of your stock. Enter the X, Y, and Z values under the Material Size dropdown menu. These dimensions should match the dimensions you entered in your Fusion 360 setup. If these values are not the same, the machine won’t have the correct information it needs to accurately machine your part.
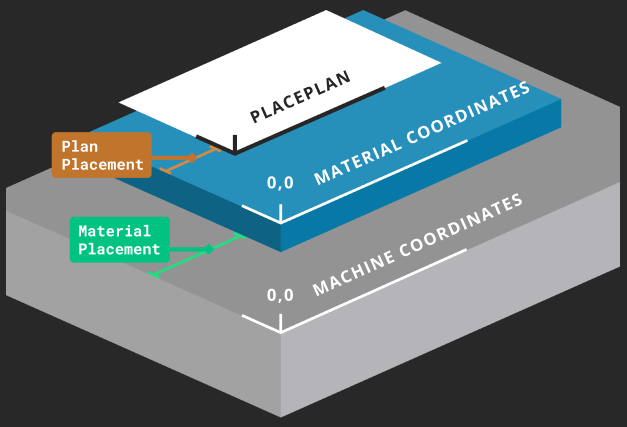
Note: Remember that the Bantam Tools software’s default origin point is the front left corner of the T-slot bed. As a result, you'll need to specify both the position of the stock on the T-slot bed and the position of your file relative to the stock. With these two locations identified, the Bantam Tools software is able to create an accurate preview.
Next, fixture your material to the T-slot bed. If this is your first time fixturing your stock, see our Fixturing support guide to learn more about the different fixturing options you can utilize.
Then use the Bantam Tools software’s built-in probing routines to locate your material’s position on the T-slot bed. Select the Material Offset Probing Routines button. You’ll have these options:
- Automatic Stock Probing: This routine automatically locates the X, Y, and Z offset of your material from the Bantam Tools Milling Machine’s origin point (the front, left corner of the T-slot bed). Note that this routine can only be used with conductive materials.
- Z-Only Stock Probing: This routine allows you to quickly probe the Z-height of your conductive material.
- Manual Stock Probing: This is the routine you’ll want to use if you’re machining nonconductive stock and/or your plan requires that the L-bracket be aligned with the front left corner of the T-slot bed.
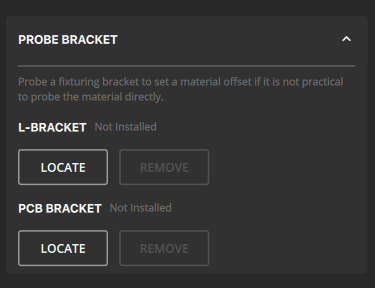
Additionally, when you click the Material Offset Probing Routines button, you’ll notice that you can locate the L-bracket or low-profile PCB bracket. Whether or not you need to probe these brackets will depend on your job. To locate either bracket, select the Locate button and follow the onscreen prompts.
Note: If the Bantam Tools software is reading that either of the brackets is installed and it isn’t, click the Remove button. This will let the Bantam Tools software know where all of its parts are located.
Note: See our Material & Plan Placement Probing Routines support guide to learn more about using our built-in automated material probing routines.
Step 4: Set up your plan.
Depending on the type of operation or your design, you may need to place your plan in a specific place on your part. A good example of this can be seen in our Pocket Machinist Rule project, when we add a custom engraving on the backside of our part.
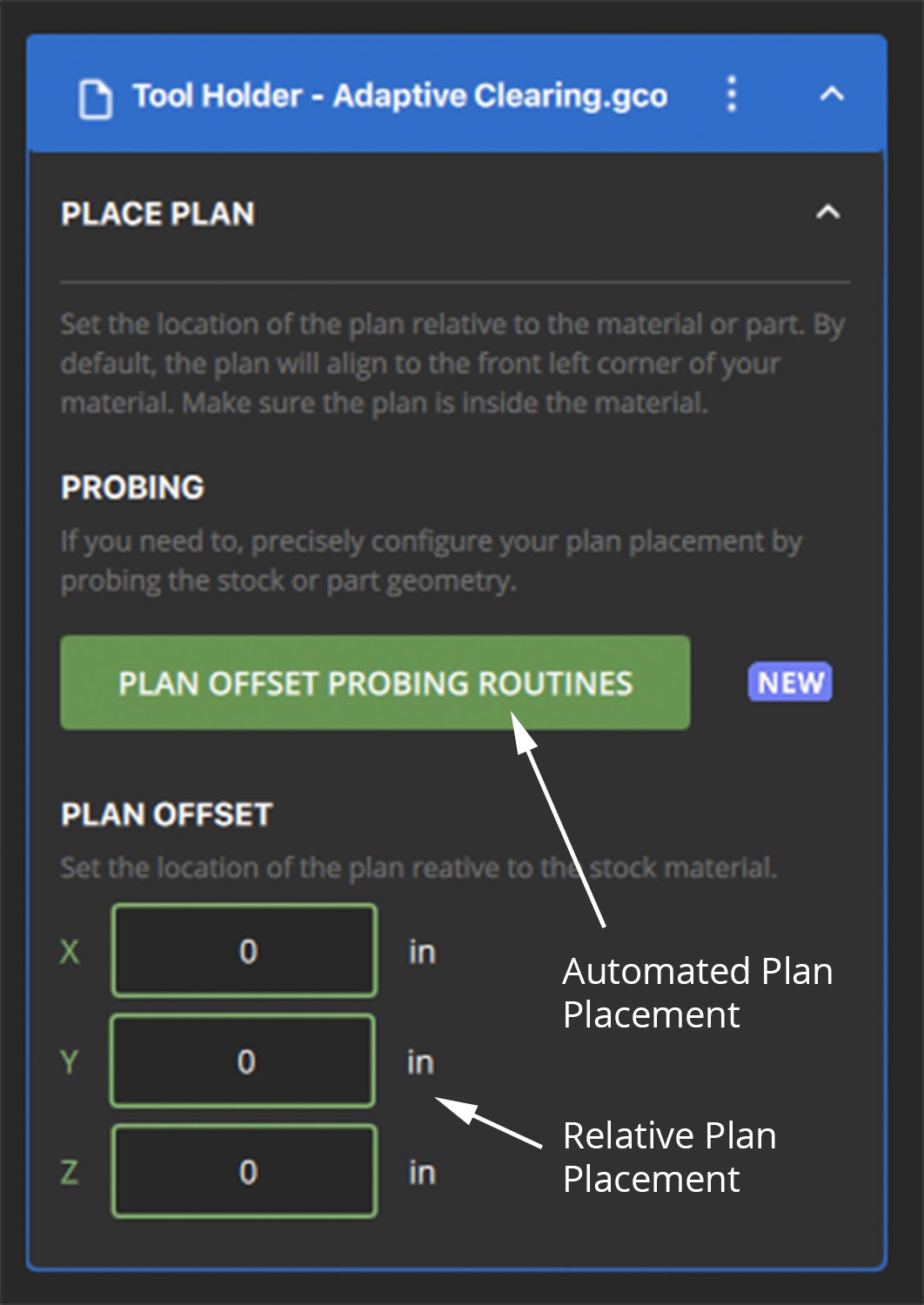
In the Plan Setup tab, you’ll have the option to use the automated probing routines or manually input values to place your plan’s X, Y, and Z offset dimensions. If you choose to use the probing routines, click the Plan Offset Probing Routines button. You’ll have these options:
- Conductive Stock Probing: This routine allows you to locate your plan using single-axis probing.
- Manual Plan Location: This routine allows you to manually place your plan on nonconductive materials.
Note: See our Material & Plan Placement Probing Routines support guide to learn more about using our built-in automated plan placement probing routines.
Step 5: Install your end mill.
Now that you’ve specified your work offsets by setting up your material and your plan, it’s time to install your tool and start machining. Go to the Jog tab and select the Install Tool button. Remove the probing tool and swap in the end mill you selected for your G-code file. Follow the onscreen prompts to perform the tool touch-off and then head to the Summary tab.
Step 6: Confirm your job.
You’ve done it! You’ve successfully set up your G-code file in the Bantam Tools software. The Summary/Run Job tab is where you review your setup in the Bantam Tools software. Make sure there are no collision warnings and no (or only minor) red warnings on your design. If there are a lot of red warning marks or any collision warnings, you’ll need to go back and either adjust your Fusion 360 design, your CAM, or your setup in the Bantam Tools software.
If you need to go back into Fusion 360 and make adjustments, save your G-code file with the same name and replace the existing file. That way, you can simply go to the Initial Setup tab, select the three dots next to the file name, hit Refresh, and your real-time preview will update!
When you’ve finished reviewing and are satisfied with your setup, select Mill Single File.
If you’ve imported and set up multiple files in the Bantam Tools software, Mill All is a great option to use. If an operation requires a different tool than the one currently installed, the Bantam Tools software will pause your job, prompt you to swap out your tool, and perform a tool touch off.
To see the Fusion 360 to Bantam Tools workflow in action, check out our Bottle Opener project.